SMED czyli krótsze przezbrajanie maszyn
SMED – Single Minute Exchange of Die – metoda skracania czasu przezbrojenia (metoda przezbrajania maszyn smed).
Celem SMED jest zmniejszenie czasu przezbrojenia poniżej 10 minut.
Shigeo Shingo – Twórca SMED. W roku 1969 został zatrudniony w Toyota Motor Company. Postawił sobie za cel skrócenie czasu trwania przezbrojenia 1 – tonowej prasy. Pierwotny czas przezbrojenia prasy wynosił 4 godziny. Po pół roku pracy udało się zredukować ten czas do 19 minut. Sukces skłonił Pana Shingo do spisania 8 technik pomocnych w redukcji czasu przezbrojenia. Kolejne 3 miesiące pracy w oparciu o opracowane metody przyniosły czas przezbrojenia 3 minuty.
Czas przezbrojenia jest to czas od momentu wyprodukowania ostatniej sztuki produktu A do momentu wyjścia pierwszej dobrej sztuki produktu B, między którymi dochodzi do przezbrojenia maszyny.
Narzędzie SMED opiera się na 4 podstawowych etapach, wykorzystujących różne działania prowadzące do redukcji czasu przezbrojenia
Narzędzie bardzo istotne z punktu widzenia szczupłego systemu (Lean Manufacturing).
Jak zazwyczaj wyglądają przezbrojenia w firmach:
- Akceptowanie długiego czasu przezbrojenia, nie widząc w nim straty, a konieczność
- Tendencja do zwiększania partii produkcyjnej, prowadząca do wysokiego poziomu zapasów
- Ograniczona liczba pracowników mogących wykonać przezbrojenie
- Niewiedza na temat tego kiedy należy się przezbroić
- Brak pomiaru czasów trwania przezbrojenia
- Nieuporządkowany proces przezbrajania (szukanie narzędzi, nieporządek na stanowisku)
Szkolenie Online
SMED – Skrócenie Przezbrojenia
![]() Jak wybrać odpowiedni obszar do przeprowadzenia warsztatów?
Jak wybrać odpowiedni obszar do przeprowadzenia warsztatów?
![]() Jakie elementy będą przydatne do analizy nagrania?
Jakie elementy będą przydatne do analizy nagrania?
![]() Jak klasyfikować i rozdzielać czynności?
Jak klasyfikować i rozdzielać czynności?
![]() Jak wykorzystywać sprawdzone metody do skracania czasu przezbrojenia?
Jak wykorzystywać sprawdzone metody do skracania czasu przezbrojenia?

Wolisz szkolenia twarzą w twarz? Przygotowaliśmy szkolenie SMED, które odbywa się stacjonarnie w Twojej firmie. To warsztaty zamknięte dla Twoich pracowników, skupiające się na konkretnych wyzwaniach, z jakimi mierzy się Wasza firma,
Po co skracać przezbrojenie:
- Elastyczność – można realizować zlecenia klientów bez gromadzenia dużych zapasów, przez co zmniejsza się nakład pieniężny
- Szybsze dostawy – produkcja małych partii oznacza krótszy okres produkcji i czasu operacji
- Lepsza jakość – mniejsza ilość oraz większa rotacja zapasów prowadzi do zmniejszenia ilości usterek związanych ze składowaniem, SMED redukuje także ilość pomyłek związanych z ustawieniem maszyn i oraz prowadzenia próbnych serii nowych produktów
- Zwiększona wydajność – redukcja czasu przezbrojenia powoduje skrócenie przestoju i zwiększenie dostępności maszyn
- Uproszczenie procedur przezbrojenia – zwiększa jej bezpieczeństwo, wiąże się z mniejszym nakładem sił i ryzykiem wypadków
- Mniejsze zapasy – zwiększają wolną przestrzeń na hali produkcyjnej, dzięki czemu produkcja jest łatwiejsza i bezpieczniejsza
- Zmniejsza ilość narzędzi do przezbrojenia
SMED jest to narzędzie, które umożliwia dojście do przezbrojenia i ustawienie maszyny w czasie krótszym niż 10 min. Najważniejsze w skróceniu czasu przezbrojenia jest zmiana sposobu myślenia. Trzeba pamiętać, że zawsze istnieje lepszy sposób wykonywania tej czynności. Nie należy spoczywać na laurach tylko cyklicznie pracować nad skróceniem czasu poświęconego na przezbrojenie.
Etapy SMED:
Etap 0 – Rejestracja operacji przezbrojenia
Najprostszym i najdokładniejszym sposobem rejestracji przezbrojenia jest wykorzystanie kamery. Nagranie można łatwo i szybko przeanalizować. Analiza obejmuje stworzenie listy wszystkich czynności wchodzących w proces wraz z czasami ich trwania.
Etap 1 – Rozdzielenie czynności zewnętrznych, wewnętrznych i zbędnych
Po wyznaczeniu wszystkich operacji składających się na proces przezbrojenia, należy rozdzielić je według trzech kategorii.
Czynności zewnętrzne to wszystkie działania, które można wykonać przy włączonej maszynie, a co za tym idzie bez konieczności przerywania procesu wytwarzania. (przyniesienie narzędzi z regału, nagrzanie formy)
Czynności wewnętrzne to operacje dotyczące bezpośredniego obszaru roboczego maszyny. Muszą być wykonywane przy wyłączonej maszynie. (wymiana narzędzi, kalibracja głowicy)
Czynności zbędne to czynności niepotrzebne, które należy wyeliminować z procesu (szukanie narzędzi i części, transport narzędzi z magazynu)
Etap 2 – Przekształcenie operacji wewnętrznych w zewnętrzne
Ten etap wymaga dużo wiedzy technicznej na temat przezbrajanej maszyny i procesu produkcji.
Efekty można osiągnąć na stosując następujące techniki:
- Wcześniejsze przygotowanie odpowiednich warunków (temperatury, ciśnienia itp.)
- Eliminacja konieczności pozycjonowania narzędzi poprzez zastosowanie wszelkiego rodzaju nastaw
- Stosowanie dedykowanych schowków przy maszynie, redukujących czas wymiany narzędzi na maszynie
Etap 3 – Usprawnienie operacji
- Zastąpienie tradycyjnych śrub bolcami i wszelkiego rodzaju zaciskami
- Zastępowanie konwencjonalnych narzędzi, elektronarzędziami
- Organizacja narzędzi (stoły narzędziowe, szuflady cieniowe)
- Umieszczanie narzędzi i części w pobliżu maszyny
- Stosowanie łatwych do wymiany narzędzi (szybkozłączki)

Odbierz arkusz do spisywania czynności w Excelu!
Aby to zrobić, wypełnij formularz poniżej.
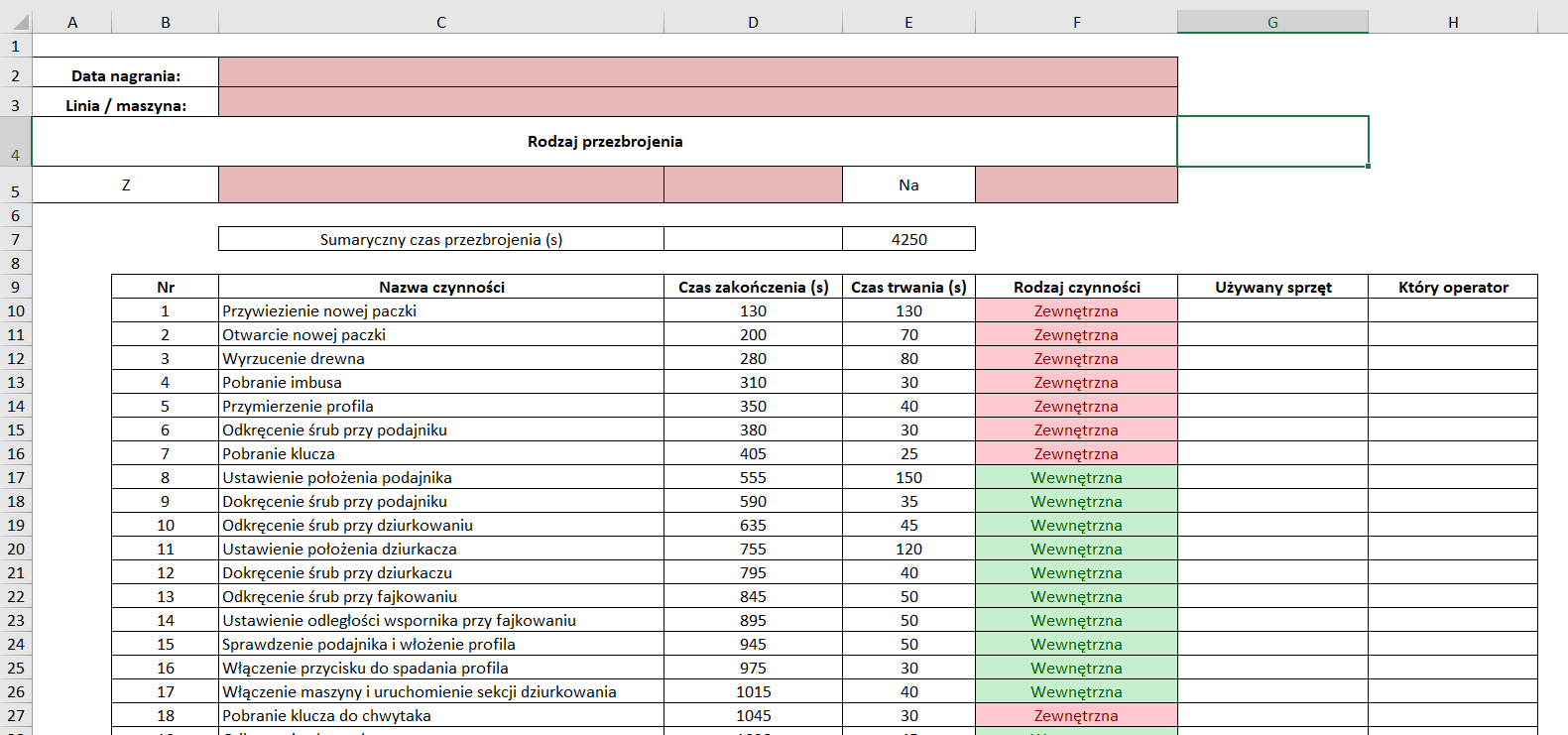
Kliknij obrazek, aby go powiększyć.

