TPM – Total Productive Maintenance w firmie produkcyjnej
aktualizacja: 04.06.2026
TPM, czyli Total Productive Maintenance, to system zarządzania utrzymaniem ruchu, którego celem jest zwiększenie dostępności maszyn, ograniczenie awarii, redukcja strat produkcyjnych i zaangażowanie operatorów w codzienną dbałość o park maszynowy.
W praktyce TPM nie jest zadaniem wyłącznie dla działu utrzymania ruchu. To sposób organizacji pracy, w którym operatorzy, technicy UR, liderzy, kierownicy produkcji i zarząd wspólnie dbają o stabilność procesu.
Dobrze wdrożone TPM pomaga odpowiedzieć na konkretne pytania:
- dlaczego maszyny stoją?
- które awarie powtarzają się najczęściej?
- ile produkcji tracimy przez mikroprzestoje?
- jak przezbrojenia wpływają na wynik produkcji?
- które maszyny są krytyczne dla realizacji planu?
- czy potrzebujemy nowej maszyny, czy najpierw powinniśmy poprawić wykorzystanie obecnej?
- jak poprawić OEE, czyli całkowitą efektywność wyposażenia?
TPM ma szczególne znaczenie w firmach produkcyjnych, w których park maszynowy jest ograniczeniem dla terminowości, jakości lub rentowności. Jeżeli produkcja często zatrzymuje się przez awarie, brak przeglądów, długie przezbrojenia albo niejasny podział odpowiedzialności między produkcją i utrzymaniem ruchu, TPM może być jednym z najważniejszych kierunków usprawnień.
Co to jest TPM?
TPM, czyli Total Productive Maintenance, to kompleksowe podejście do utrzymania ruchu, które ma zapewnić maksymalną efektywność maszyn przez zapobieganie awariom, eliminację strat i angażowanie pracowników produkcji w codzienną kontrolę urządzeń.
W klasycznym podejściu produkcja często zgłasza problem dopiero wtedy, gdy maszyna już stoi. Dział utrzymania ruchu reaguje, naprawia awarię, a plan produkcji jest przesuwany. TPM zmienia tę logikę.
Celem TPM jest przejście z modelu reaktywnego:
„naprawiamy, kiedy się zepsuje”
na model prewencyjny:
„dbamy o maszynę tak, aby nie dopuścić do nieplanowanego zatrzymania”.
TPM obejmuje nie tylko przeglądy i naprawy. Dotyczy również standardów pracy, czyszczenia, smarowania, inspekcji, szkoleń operatorów, analizy przyczyn źródłowych, jakości, bezpieczeństwa i planowania nowych maszyn. W dobrze działającym TPM maszyna nie jest traktowana jako osobny zasób techniczny. Jest częścią procesu, który wpływa na terminowość, jakość, koszty i marżę firmy.
TPM a tradycyjne utrzymanie ruchu – najważniejsze różnice
Tradycyjne utrzymanie ruchu często koncentruje się na usuwaniu awarii. TPM koncentruje się na eliminowaniu przyczyn awarii i strat.
| Obszar |
|
|
||
|---|---|---|---|---|
| Główne podejście | Reakcja na awarię | Zapobieganie awariom | ||
| Odpowiedzialność | Głównie dział UR | Produkcja, UR, liderzy i kierownictwo | ||
| Rola operatora | Obsługa maszyny | Codzienna kontrola, czyszczenie, zgłaszanie odchyleń | ||
| Dane | Często historia napraw i zgłoszeń | OEE, przestoje, mikroprzestoje, awaryjność, przyczyny strat | ||
| Cel | Przywrócenie sprawności | Stabilna, przewidywalna i efektywna produkcja | ||
| Efekt | Mniej awarii po naprawie | Mniej przyczyn awarii i strat w procesie |
TPM nie zastępuje działu utrzymania ruchu. Dobrze wdrożone TPM odciąża UR z prostych, powtarzalnych czynności i pozwala technikom skupić się na analizie przyczyn, modernizacjach, prewencji i działaniach zwiększających niezawodność parku maszynowego.
Dlaczego TPM jest ważne w firmie produkcyjnej?
TPM jest ważne, ponieważ awarie, przezbrojenia, mikroprzestoje i problemy jakościowe bezpośrednio obniżają dostępność maszyn, terminowość produkcji oraz rentowność zleceń.
W wielu firmach problem nie polega na tym, że ludzie pracują za wolno. Problem polega na tym, że maszyny, materiały, standardy i informacje nie tworzą stabilnego systemu pracy.
Najczęstsze objawy braku TPM to:
- częste awarie maszyn,
- brak harmonogramu przeglądów,
- długie oczekiwanie na technika UR,
- powtarzające się problemy jakościowe,
- maszyny pracujące poniżej nominalnej prędkości,
- brak danych o rzeczywistych przyczynach przestojów,
- długie przezbrojenia,
- brak standardu czyszczenia i smarowania,
- napięcia między produkcją a utrzymaniem ruchu,
- decyzje inwestycyjne podejmowane bez analizy OEE.
TPM porządkuje te obszary. Dzięki temu firma nie tylko skraca awarie, ale też zaczyna lepiej rozumieć, gdzie traci czas, moce produkcyjne i pieniądze.
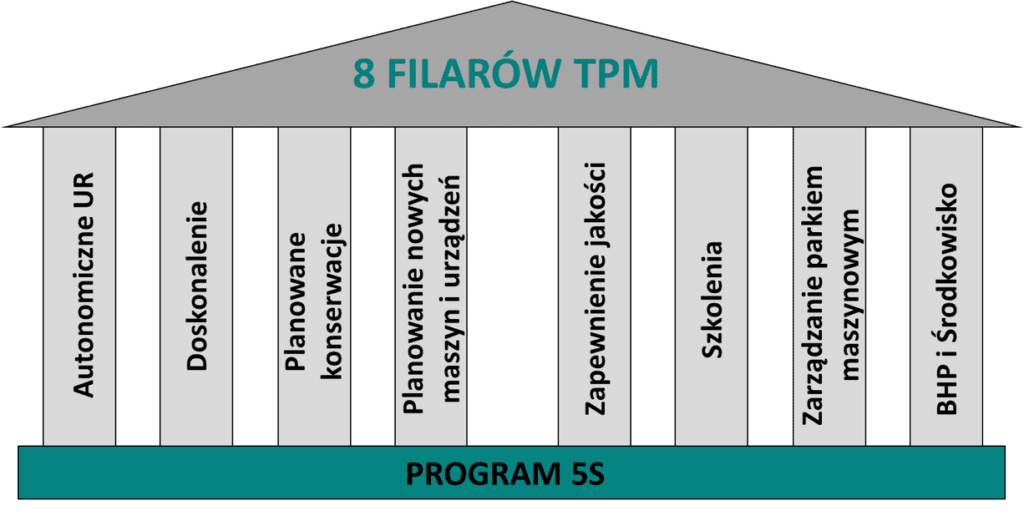
Filary TPM – Total Productive Maintenance
TPM nie opiera się na jednej technice ani pojedynczym narzędziu. To system – a jak każdy system, stoi na kilku solidnych filarach. Można je porównać do podpór mostu: jeśli którejś zabraknie, cała konstrukcja zaczyna się chwiać. Te filary pokazują, jak budować kulturę utrzymania ruchu krok po kroku, od operatora po kierownictwo. Dzięki nim TPM nie jest zestawem teorii, lecz praktycznym sposobem pracy, który realnie zmienia to, co dzieje się codziennie na hali produkcyjnej.
Autonomiczne utrzymanie ruchu
W klasycznym podejściu operator często bywa traktowany jak „osoba naciskająca start i stop”. W TPM ta rola zmienia się o 180 stopni. Operator staje się partnerem działu UR, kimś, kto zna swoją maszynę najlepiej, bo pracuje z nią każdego dnia i widzi rzeczy, których nikt inny nie zauważy.
Autonomiczne utrzymanie ruchu polega na tym, że operator:
- czyści maszynę, bo czysta maszyna pokazuje odchylenia szybciej niż brudna,
- smaruje i wykonuje podstawowe czynności konserwacyjne, zanim drobne tarcie przerodzi się w poważną awarię,
- kontroluje elementy krytyczne, zna ich normalny wygląd i dźwięk,
- reaguje na odchylenia natychmiast, zanim staną się problemem.
Dzięki TPM operator nie jest biernym obserwatorem. Ma realny wpływ na dostępność maszyn – a co za tym idzie, na wyniki produkcji. Autonomiczne UR nie odbiera ról działowi utrzymania ruchu. Wręcz przeciwnie: pozwala UR skupić się na poważniejszych działaniach, zamiast tracić czas na drobiazgi, które mogą wykonać operatorzy. To nie jest kwestia „dopisywania obowiązków”. To budowanie kultury odpowiedzialności i zespołowego dbania o sprzęt.
Doskonalenie
TPM żyje dzięki drobnym krokom. Nie chodzi o wielkie rewolucje, tylko codzienne obserwacje, nawyki i konsekwencję. Każdy mikroprzestój, każde przytarcie, każdy moment, gdy operator musi „pomóc” maszynie, każdy niepotrzebny ruch – to informacja, że da się pracować lepiej.
W TPM doskonalenie to:
- wypatrywanie małych strat,
- analizowanie ich przyczyn,
- eliminowanie ich u źródła,
- zapobieganie ich powrotowi.
To proces, który się nie kończy. Nie robi się go „raz na rok”. To sposób pracy, w którym ludzie uczą się zauważać to, co wcześniej traktowali jako normę. W firmach, które dojrzale wdrażają TPM, operatorzy po kilku miesiącach potrafią wskazać straty, których wcześniej nie widział żaden kierownik. To jest właśnie siła codziennego doskonalenia.
Planowane konserwacje
W czasach, w których firmy produkują w krótkich seriach, a klienci oczekują coraz krótszych terminów, brak planowania konserwacji jest ryzykiem, na które nikt nie powinien sobie pozwolić.
Dzięki TPM przedsiębiorstwo:
- ma harmonogram konserwacji, a nie reaguje doraźnie,
- zna terminy przeglądów, więc produkcja może planować obciążenia,
- wie, jakie zasoby UR są potrzebne,
- minimalizuje awarie, bo te najczęściej wynikają z zaniedbań lub braku przeglądu.
Planowane konserwacje są jednym z najtańszych i najskuteczniejszych „ubezpieczeń” produkcji. Każda złotówka wydana na konserwację to kilka złotych zaoszczędzonych na awariach, przestojach, reklamacjach i naprawach. Firmy, które wdrażają TPM, bardzo szybko zauważają spadek awaryjności – często już po pierwszych 3–6 miesiącach.
Planowanie nowych maszyn i urządzeń
Brak stabilności maszyn często prowadzi do impulsowych decyzji zakupowych: „kupmy nową, bo ta się psuje”. W TPM takie działanie to błąd. TPM uczy podejmowania decyzji inwestycyjnych na podstawie danych, a nie emocji.
Nowa maszyna ma sens tylko wtedy, gdy:
- obecna naprawdę nie spełnia wymogów produkcji,
- OEE spada mimo działań TPM,
- brak zamienności stwarza ryzyko zatrzymania linii,
- koszty awarii przewyższają koszty zakupu nowej jednostki.
TPM buduje kulturę świadomych inwestycji. Nie kupujemy „bo tak”, lecz kupujemy „bo dane mówią, że to konieczne”.
Zapewnianie jakości
Jakość nie zaczyna się na końcu linii produkcyjnej. Zaczyna się tam, gdzie maszyna dotyka materiału. TPM łączy jakość z dostępnością maszyn, bo niestabilne urządzenie nigdy nie będzie produkować stabilnie. Dlatego analiza braków i defektów jest integralną częścią TPM – i zwykle prowadzi do źródła problemu:
- niewłaściwego ustawienia,
- rozkalibrowania,
- zużycia elementu,
- nieodpowiedniej procedury,
- braku standardu.
TPM pomaga zejść z jakości reaktywnej („wyłapujemy braki”) na jakości proaktywną („eliminujemy ich przyczynę”).
Szkolenia
W TPM operator nie jest „przypadkowym użytkownikiem maszyny”. Powinien ją rozumieć, czuć i umieć ocenić, kiedy zaczyna pracować inaczej niż zwykle.
Dobre szkolenia w TPM obejmują:
- czyszczenie i inspekcję,
- podstawowe regulacje,
- wykrywanie odchyleń,
- proste naprawy,
- pracę według standardów.
Celem szkoleń w TPM nie jest przerzucenie zadań UR na operatora. Celem jest zwiększenie świadomości operatorów i odciążenie UR z czynności, które nie wymagają technika. Operatorzy w TPM stają się właścicielami maszyn – a to zmienia wszystko: ich zaangażowanie rośnie, liczba awarii spada, a efektywność linii poprawia się naturalnie.
Zarządzanie parkiem maszynowym
TPM stoi na danych. Bez nich podejmowanie decyzji to loteria.
Dlatego fundamentem TPM jest analiza:
- dostępności,
- stabilności pracy,
- przewidywalności awarii,
- historii przestojów,
- kosztów i rentowności każdej maszyny.
To nie są tabelki „dla UR”. To narzędzie zarządcze, dzięki któremu kierownictwo rozumie, które maszyny są krytyczne, a które nie wymagają inwestycji. Analiza krytyczności w TPM pozwala ustawić priorytety. W firmach, które naprawdę wdrażają TPM, nie istnieje już zdanie: „wszystko jest ważne”. TPM uczy, że najpierw dbamy o to, co przynosi największe ryzyko i największy wpływ na wynik.
BHP i środowisko
Produkcja ma być nie tylko efektywna – ma być też bezpieczna. TPM zakłada, że każda maszyna, każde działanie i każda decyzja powinna ograniczać ryzyko wypadków.
TPM wzmacnia kulturę bezpieczeństwa poprzez:
- eliminację nieszczelności, wycieków, ostrych krawędzi,
- poprawę ergonomii stanowisk,
- redukcję strat energii,
- zmniejszenie wpływu maszyn na środowisko.

W nowoczesnych zakładach TPM jest kluczowym elementem strategii „zero wypadków”. Nie jako hasło na plakacie – ale jako codzienna praktyka i odpowiedzialność całego zespołu.
6 głównych strat w TPM
TPM koncentruje się na eliminacji strat, które obniżają efektywność maszyn. Najczęściej analizuje się sześć głównych strat związanych z dostępnością, wydajnością i jakością.
|
|
|
|||
|---|---|---|---|---|---|
| Awarie | Nieplanowane zatrzymania maszyn | Obniżają dostępność i opóźniają realizację planu | |||
| Przezbrojenia i regulacje | Czas zmiany narzędzi, form, parametrów | Skracają dostępny czas produkcji | |||
| Drobne przestoje | Krótkie zatrzymania, zacięcia, oczekiwanie | Często nie są rejestrowane, ale mocno obniżają OEE | |||
| Obniżona prędkość | Maszyna pracuje wolniej niż powinna | Zmniejsza wydajność bez widocznej awarii | |||
| Defekty i poprawki | Produkty niezgodne, braki, przeróbki | Obniżają jakość i zwiększają koszt jednostkowy | |||
| Straty rozruchowe | Odpady i niestabilność po uruchomieniu | Zwiększają straty materiałowe i czas dojścia do jakości |
Te straty powinny być mierzone i omawiane regularnie. Bez danych firma nie wie, czy problemem są awarie, przezbrojenia, jakość, prędkość czy mikroprzestoje.
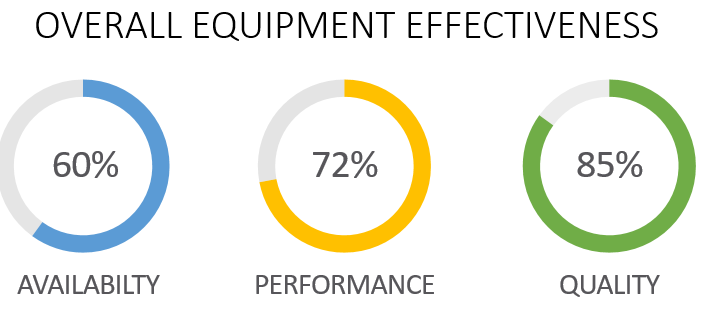
OEE w TPM – jak mierzyć efektywność maszyn?
OEE to serce TPM. Bez niego firma „czuje”, ale nie wie. Dopiero OEE pokazuje, jak naprawdę pracują maszyny – a często okazuje się, że to, co „wydawało się OK”, tak naprawdę jest dalekie od oczekiwań.
OEE składa się z trzech elementów:
- dostępności – ile czasu maszyna faktycznie pracowała,
- wydajności – czy pracowała tak szybko, jak powinna,
- jakości – jaki procent produktów nadawał się do sprzedaży.
W TPM dane do OEE zbierają operatorzy – najczęściej:
- w krótkich formularzach,
- przez panel dotykowy przy maszynie,
- lub automatycznie przez system MES.
I co ważne: nawet papier i długopis działają, o ile dane są zapisywane uczciwie i konsekwentnie. OEE jest wyjątkowo czułym wskaźnikiem. Jeżeli choć jeden element – dostępność, wydajność lub jakość – spada, cały wynik leci w dół. Dlatego OEE świetnie pokazuje miejsca, w których przepływ się „rozpina”.
Firmy klasy światowej pracują na poziomie około 85% OEE. W większości polskich zakładów wartości na początku wdrożenia TPM wynoszą… 40–60%, czasem niżej. I to nie dlatego, że pracują źle – lecz dlatego, że nikt wcześniej nie liczył strat. Dlatego OEE jest pierwszym lustrem, jakie TPM stawia przed firmą. Dzięki niemu można zobaczyć, ile faktycznie tracimy – i gdzie trzeba zacząć działać.
Szkolenie Online z CERTYFIKATEM
TPM – Totalne utrzymanie ruchu
![]() Projektowanie wdrożenia TPM w organizacji
Projektowanie wdrożenia TPM w organizacji
![]() Wyliczanie wskaźnika OEE
Wyliczanie wskaźnika OEE
![]() Zwiększanie wykorzystania zdolności produkcyjnych
Zwiększanie wykorzystania zdolności produkcyjnych


POBIERZ ARKUSZE OEE w EXCELU. Wersja dzienna i miesięczna.
Aby to zrobić, wypełnij formularz poniżej.
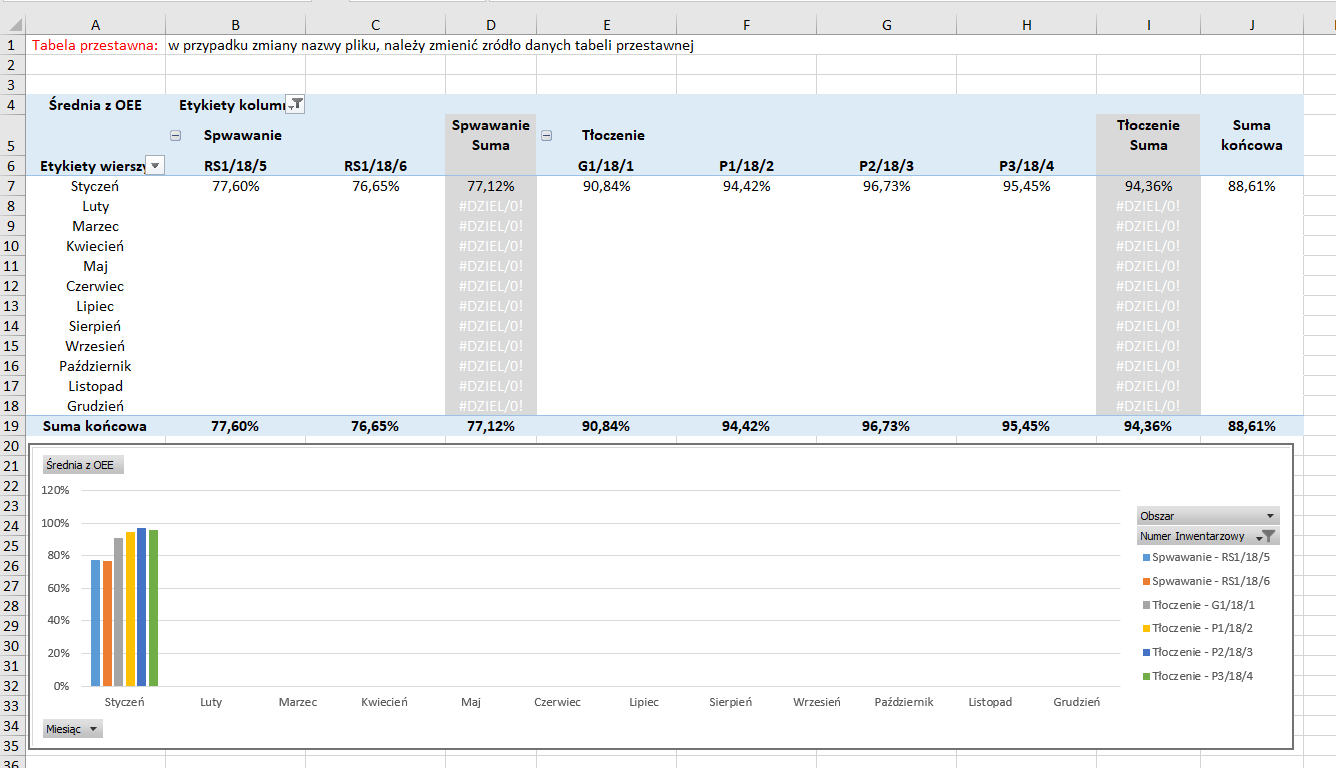
Kliknij obrazek, aby go powiększyć.
Chcesz zwiększyć efektywność swojej firmy jeszcze bardziej? Sprawdź dedykowana ku temu aplikację – OEE Tools.
Przedsiębiorstwo może na podstawie analizy OEE podejmować decyzje na temat organizacji pracy na produkcji, doboru dostawców, konieczności modernizacji maszyn i sytemu kontroli jakości. Wskaźnik OEE jest iloczynem trzech składowych, dzięki czemu staje się on bardzo czuły na wszelkie „niedyspozycje” procesu produkcyjnego. Jeśli bowiem tylko jeden z nich będzie na niskim poziomie, powoduje to natychmiastowe znaczne obniżenie końcowej wartości wskaźnika OEE, który dla firm klasy światowej wynosi 85 proc. Prawidłowo przeprowadzone obliczenia uwzględniają np. takie detale, jak czas przeznaczony na przerwy śniadaniowe, przeglądy, drobne awarie, wymiany, konserwacje, przezbrojenia czy inne przyczyny przestoju.
Od czego rozpocząć wdrażanie TPM?
Wdrożenie TPM bez planu kończy się zawsze tak samo: frustracją, poczuciem chaosu i zdaniem „u nas TPM nie działa”. A prawda jest zwykle odwrotna – TPM działa, tylko trzeba zacząć od właściwych miejsc. Tu nie chodzi o wdrażanie wszystkiego naraz, lecz o mądre ustawienie priorytetów. Pierwszym krokiem jest identyfikacja obszarów krytycznych. To one wyznaczają, gdzie każda minuta przestoju boli najbardziej, a gdzie straty są tak częste, że pracownicy zdążyli się do nich przyzwyczaić.
Pomaga w tym analiza krytyczności maszyn, która obejmuje m.in.:
- obciążenie – jak intensywnie pracuje maszyna i jak bardzo firma jest od niej zależna,
- awaryjność – ile razy i jak długo maszyna zatrzymuje produkcję,
- zamienność – czy w razie awarii da się przerzucić produkcję gdzie indziej,
- poziom automatyzacji – jak skomplikowana jest naprawa i kto może ją wykonać,
- czas i trudność usunięcia awarii,
- ryzyko zatrzymania produkcji – jakie są konsekwencje przestoju dla całego łańcucha.
To nie jest tabelka „dla statystyki”. To mapa drogowa TPM, która mówi wprost:
→ tu trzeba działać od razu,
→ tu można działać później,
→ a tu nie ma sensu inwestować dużych zasobów.
Dobrze przeprowadzona analiza otwiera drogę do praktycznych działań TPM, takich jak:
- TPM-1 – wsparcie operatorów przy codziennych czynnościach konserwacyjnych,
- budowa bazy części zamiennych i ocena dostawców,
- tworzenie harmonogramów przeglądów,
- RCA (Root Cause Analysis), czyli usuwanie przyczyn, nie objawów,
- rozwój matrycy kompetencji, by każdy wiedział, co potrafi i czego potrzebuje.
TPM nie rozwija się w Excelu ani w PowerPoincie. Rozwija się na bazie danych z hali i realnych doświadczeń operatorów oraz UR.
Korzyści wynikające ze stosowania metodologii TPM – Total Productive Maintenance
Dlaczego firmy decydują się na wdrożenie TPM? Bo efekty nie są „miękkie” i nie wymagają interpretacji. Są konkretne, mierzalne i odczuwalne na co dzień, zarówno dla zarządu, jak i operatorów.
Co daje TPM?
- krótsze przestoje planowane i nieplanowane,
- realizację podejścia „zero awarii” (i to nie jako sloganu, ale realnej strategii),
- lepsze wykorzystanie parku maszynowego – maszyny naprawdę zaczynają pracować, a nie stać,
- wyższą produktywność, bo praca staje się stabilniejsza i bardziej przewidywalna,
- krótsze cykle produkcyjne,
- niższe koszty produkcji, zarówno bezpośrednie, jak i ukryte,
- mniej braków, czyli lepszą jakość,
- przejrzystą wizualizację produkcji,
- większą przewidywalność dla planistów i kierowników,
- spokojniejszą pracę operatorów, którzy wiedzą, czego się spodziewać i jak reagować.
W praktyce TPM często przynosi firmie większy zwrot niż zakup nowych maszyn. A dodatkowo daje coś, czego nie da żadne urządzenie: kulturę odpowiedzialności, dbania o sprzęt i współpracy między działami. To inwestycja, która zwraca się szybciej, niż większość firm zakłada. I co ważne – korzyści TPM nie kończą się na oszczędnościach. To fundament stabilnego, przewidywalnego i skalowalnego systemu produkcyjnego.
FAQ – TPM, Totalne Utrzymanie Ruchu
Co to jest TPM?
TPM, czyli Total Productive Maintenance, to system zarządzania utrzymaniem ruchu, którego celem jest ograniczenie awarii, przestojów i strat produkcyjnych przez zaangażowanie operatorów, utrzymania ruchu i kierownictwa w codzienną dbałość o maszyny.
Czym TPM różni się od tradycyjnego utrzymania ruchu?
Tradycyjne utrzymanie ruchu często koncentruje się na naprawie awarii. TPM koncentruje się na zapobieganiu awariom, analizie przyczyn źródłowych, autonomicznym utrzymaniu przez operatorów i ciągłej poprawie OEE.
Jakie są najważniejsze filary TPM?
Najważniejsze filary TPM to autonomiczne utrzymanie ruchu, planowane utrzymanie ruchu, doskonalenie ukierunkowane, zarządzanie jakością, szkolenia, wczesne zarządzanie maszynami, BHP i środowisko oraz TPM w administracji.
Jak TPM wpływa na OEE?
TPM poprawia OEE przez ograniczenie awarii, skrócenie przestojów, zmniejszenie mikroprzestojów, stabilizację prędkości pracy maszyny i redukcję braków jakościowych.
Od czego zacząć wdrażanie TPM?
Najlepiej zacząć od pilotażu na maszynie lub linii krytycznej. Pierwsze kroki to analiza krytyczności, pomiar strat, ustalenie standardu autonomicznego UR, wdrożenie planowanych przeglądów i regularna analiza przyczyn awarii.