



Diagnoza – branża stalowa
| Branża | Przetwórstwo stali |
|---|---|
| Zatrudnienie | +100 |
| Produkcja | Kotły CO, podzespoły do automotive |
| Główne procesy | Laser CNC, prasy krawędziowe, spawanie, malowanie proszkowe, montaż |
| Założenia | Uwolnienie przestrzeni na hali produkcyjnej, skrócenie całkowitego czasu realizacji zlecenia oraz wskazanie priorytetowych obszarów do optymalizacji |
20%
Podniesienia wydajności o 20%
37,5%
Skrócenie trasy każdego produkowanego elementu o 37,5%
„Szybka i trafna diagnoza stanu obecnego pozwoliła ocenić potencjał firmy oraz namierzyć nisko wiszące owoce. W przeciągu 2 pierwszych miesięcy współpracy uwolniliśmy ponad 5 godzin codziennej pracy”
Aleksy Lisowski
CEO NETFOX
Uzyskane korzyści
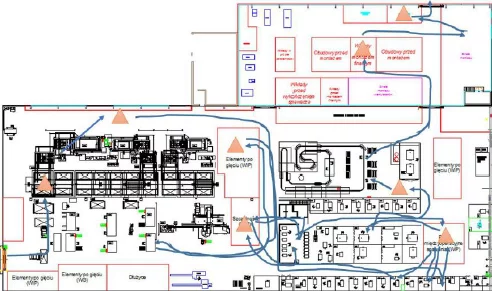
Fot. 1 – Layout, stan obecny
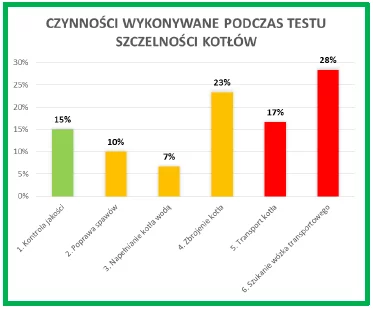
Fot. 2 – Badanie migawkowe na a stanowisku kontroli jakości
[depicter id="207"]
KONTAKT BEZPOŚREDNI

Obsługa klienta
Olga Jurasz
Specjalistka ds. obsługi klienta

