



TOC w produkcji – jak znaleźć wąskie gardło i zwiększyć przepustowość firmy?
aktualizacja: 05.06.2026
TOC, czyli Theory of Constraints lub Teoria Ograniczeń, to metoda zarządzania produkcją, która koncentruje się na jednym kluczowym pytaniu: co najbardziej ogranicza wynik całego systemu?
W firmie produkcyjnej takim ograniczeniem może być maszyna, stanowisko, operator, technologia, planowanie, magazyn, kontrola jakości, dostawca albo decyzja podejmowana zbyt późno. Jeżeli to ograniczenie nie zostanie znalezione i uporządkowane, firma może pracować intensywnie, a mimo to nadal mieć opóźnienia, nadgodziny i niską przepustowość.
TOC pomaga zwiększyć wydajność produkcji nie przez poprawianie wszystkiego naraz, ale przez skupienie się na miejscu, które naprawdę blokuje przepływ zleceń.
W tym artykule pokazujemy, czym jest teoria ograniczeń w praktyce, jak znaleźć wąskie gardło w produkcji, jak zwiększyć przepustowość produkcji i jak uniknąć błędów, które powodują, że firma optymalizuje lokalne stanowiska, ale nie poprawia wyniku całego procesu.
Co to jest TOC, czyli Teoria Ograniczeń?
TOC to metoda zarządzania, która zakłada, że każdy system ma co najmniej jedno ograniczenie decydujące o jego całkowitej przepustowości. W produkcji oznacza to, że wynik całej firmy jest ograniczony przez najsłabsze, najwolniejsze lub najbardziej niestabilne miejsce w procesie.
Autorem koncepcji TOC był Eliyahu M. Goldratt, który opisał podejście w kontekście zarządzania produkcją i przepływem pracy.
Najważniejsza zasada TOC jest prosta:
Nie zwiększysz przepustowości całej produkcji, jeśli usprawniasz miejsce, które nie jest ograniczeniem.
Przykład: jeżeli maszyna A może produkować 100 sztuk na godzinę, a maszyna B tylko 50 sztuk na godzinę, to przepustowość całego procesu wynosi 50 sztuk na godzinę. Przyspieszenie maszyny A nie poprawi wyniku całego systemu. Zwiększy tylko zapas przed maszyną B.
Właśnie dlatego TOC jest tak przydatne w firmach produkcyjnych. Pomaga odróżnić prawdziwe ograniczenie od miejsc, które są tylko zajęte, głośne albo widoczne.
Wąskie gardło w produkcji – co to znaczy?
Wąskie gardło w produkcji to miejsce, które ogranicza przepustowość całego procesu i decyduje o tym, ile zleceń firma może realnie zrealizować w określonym czasie. Może nim być pojedyncza maszyna, linia produkcyjna, stanowisko montażowe, lakiernia, kontrola jakości, magazyn, planista lub dostawca komponentów.
Najczęstsze przykłady wąskich gardeł w firmach produkcyjnych:
- maszyna o najniższej wydajności,
- stanowisko z długim czasem przezbrojenia,
- proces wymagający specjalistycznych kompetencji jednej osoby,
- kontrola jakości, która blokuje wysyłkę,
- lakiernia, spawalnia lub montaż końcowy,
- planowanie produkcji oparte na ręcznych zmianach,
- magazyn, który nie dostarcza materiału na czas,
- brak technologii lub dokumentacji produkcyjnej,
- dostawca z długim terminem realizacji,
- właściciel lub kierownik, przez którego przechodzą wszystkie decyzje.
Wąskie gardło nie zawsze jest tam, gdzie ludzie najgłośniej zgłaszają problem. Często znajduje się tam, gdzie rośnie kolejka zleceń, produkcja w toku albo oczekiwanie na decyzję.
Dlaczego produkcja się opóźnia? Najczęstsze przyczyny z perspektywy TOC
Produkcja opóźnia się wtedy, gdy przepływ zleceń jest ograniczony przez jedno lub kilka miejsc, których firma nie widzi albo nie zarządza nimi świadomie. Z perspektywy TOC opóźnienia rzadko wynikają tylko z „braku ludzi” albo „zbyt dużej liczby zamówień”. Częściej są skutkiem źle zarządzanego ograniczenia.
|
|
||
|---|---|---|---|
| Zlecenia czekają między operacjami | Niska przepustowość jednego stanowiska | ||
| Maszyny stoją mimo dużej liczby zamówień | Brak materiału, operatora, narzędzi lub decyzji | ||
| Produkcja ma dużo nadgodzin | Źle zaplanowane obciążenie wąskiego gardła | ||
| Magazyn jest pełny, ale brakuje części do bieżących zleceń | Brak sterowania przepływem materiału | ||
| Częste zmiany planu w trakcie dnia | Brak stabilnego harmonogramu wokół ograniczenia | ||
| Rosną zapasy między stanowiskami | Następny proces nie odbiera produkcji w odpowiednim tempie |
TOC porządkuje analizę. Zamiast pytać: „co poprawić?”, firma pyta: co najbardziej ogranicza przepustowość i terminowość całego systemu?
Jak działa TOC? 5 kroków teorii ograniczeń w praktyce
|
|
|
|||
|---|---|---|---|---|---|
| 1. Zidentyfikuj ograniczenie | Znajdź miejsce, które blokuje przepływ | Największa kolejka zleceń tworzy się przed lakiernią | |||
| 2. Wykorzystaj ograniczenie | Zadbaj, żeby ograniczenie nie traciło czasu | Lakiernia nie czeka na materiał, dokumentację ani decyzje | |||
| 3. Podporządkuj resztę systemu | Ustaw inne procesy pod rytm ograniczenia | Montaż przygotowuje dokładnie to, co może przyjąć lakiernia | |||
| 4. Podnieś ograniczenie | Zwiększ przepustowość ograniczenia | Skrócenie przezbrojeń, dodatkowa zmiana, automatyzacja | |||
| 5. Powtórz cykl | Po usunięciu ograniczenia znajdź kolejne | Ograniczenie przesuwa się z lakierni na kontrolę jakości |
Największy błąd polega na przejściu od razu do kroku czwartego, czyli inwestycji. W TOC najpierw trzeba sprawdzić, czy obecne ograniczenie jest dobrze wykorzystywane. Jeżeli wąskie gardło traci czas na szukanie materiału, czekanie na operatora, poprawki albo nieplanowane przezbrojenia, zakup kolejnej maszyny może nie rozwiązać problemu.
Jak znaleźć wąskie gardło w produkcji?
Wąskie gardło można znaleźć przez analizę przepływu zleceń, kolejek, czasów oczekiwania, obciążenia stanowisk, produkcji w toku i danych z systemów produkcyjnych. Najprostsza zasada brzmi: szukaj miejsca, przed którym systematycznie gromadzi się praca, a za którym proces jest niedociążony.
1. Sprawdź, gdzie rośnie kolejka zleceń
Jeżeli przed danym stanowiskiem stale gromadzą się półprodukty, dokumenty lub oczekujące zlecenia, to może być sygnał ograniczenia.
Warto obserwować:
- liczbę zleceń oczekujących przed stanowiskiem,
- czas oczekiwania między operacjami,
- ilość produkcji w toku,
- liczbę palet, koszy lub pojemników przed maszyną,
- liczbę zleceń przeterminowanych na danym etapie.
")
2. Porównaj czasy cyklu i taktu
Czas cyklu pokazuje, ile trwa wykonanie jednej sztuki lub partii na danym stanowisku. Takt pokazuje, w jakim tempie firma musi produkować, aby zrealizować zapotrzebowanie klienta.
Jeżeli czas cyklu danego procesu jest dłuższy niż wymagany takt, stanowisko może ograniczać przepływ.
Przykład:
|
|
|
|||
|---|---|---|---|---|---|
| Cięcie | 100 szt./h | Proces ma zapas mocy | |||
| Spawanie | 70 szt./h | Proces może być obciążony | |||
| Lakiernia | 45 szt./h | Prawdopodobne wąskie gardło | |||
| Montaż | 80 szt./h | Proces czeka na lakiernię |
W takim układzie poprawianie cięcia lub montażu nie zwiększy wyniku całej firmy. Najpierw trzeba zająć się lakiernią.
3. Sprawdź wykorzystanie maszyn i OEE
Jeżeli ograniczeniem jest maszyna, warto sprawdzić jej OEE, czyli całkowitą efektywność wyposażenia. OEE pokazuje, czy problemem jest dostępność, wydajność czy jakość.
W praktyce trzeba sprawdzić:
- ile czasu maszyna była zaplanowana do pracy,
- ile czasu faktycznie pracowała,
- ile czasu straciła na awarie,
- ile czasu zajęły przezbrojenia,
- czy pracowała z nominalną prędkością,
- jaki był poziom braków,
- ile było mikroprzestojów.
OEE pomaga rozróżnić, czy wąskie gardło wymaga inwestycji, lepszego utrzymania ruchu, skrócenia przezbrojeń, poprawy jakości czy zmiany organizacji pracy.
4. Przeanalizuj harmonogram produkcji
Czasem ograniczeniem nie jest fizyczna maszyna, tylko sposób planowania. Jeżeli plan zmienia się kilka razy dziennie, pracownicy nie wiedzą, co jest priorytetem, a materiały nie są przygotowane na czas, przepustowość spada mimo dostępnych zasobów.
Warto sprawdzić:
- jak często zmienia się plan,
- czy plan uwzględnia realną przepustowość ograniczenia,
- czy zlecenia są grupowane logicznie,
- czy przezbrojenia są planowane świadomie,
- czy priorytety sprzedaży są zgodne z możliwościami produkcji,
- czy wąskie gardło ma zawsze przygotowaną pracę.
W TOC plan powinien być podporządkowany ograniczeniu. Jeżeli wąskie gardło czeka, traci cała firma.
5. Porozmawiaj z operatorami i liderami
Dane są ważne, ale nie wystarczą. Operatorzy i liderzy często wiedzą, gdzie proces się blokuje, tylko nikt nie zadaje im właściwych pytań.
Warto zapytać:
- gdzie najczęściej czekacie?
- na co najczęściej czeka maszyna?
- które zlecenia blokują proces?
- co trzeba poprawiać po poprzednim etapie?
- gdzie brakuje informacji?
- które przezbrojenia są najtrudniejsze?
- gdzie tracimy najwięcej czasu, ale już się do tego przyzwyczailiśmy?
To często najszybsza droga do wskazania pierwszego obszaru analizy.
Jak zwiększyć przepustowość produkcji metodą TOC?
Przepustowość produkcji można zwiększyć, poprawiając wykorzystanie ograniczenia, eliminując jego straty i podporządkowując pozostałe procesy jego rytmowi pracy. W TOC nie chodzi o to, aby każda maszyna miała maksymalne wykorzystanie. Chodzi o to, aby cały system dostarczał więcej gotowych wyrobów na czas.
1. Zadbaj, żeby wąskie gardło nigdy nie czekało
Jeżeli ograniczenie czeka, traci cała firma. Dlatego trzeba zapewnić mu stały dostęp do materiału, dokumentacji, narzędzi, operatora, programu, decyzji i kontroli jakości.
Przykładowe działania:
- przygotowanie materiału przed zmianą,
- osobna kolejka zleceń dla ograniczenia,
- kontrola jakości przed wąskim gardłem,
- priorytet utrzymania ruchu dla maszyny krytycznej,
- gotowe narzędzia do przezbrojenia,
- jasne priorytety dla planisty.
2. Usuń straty na ograniczeniu
Każda minuta stracona na wąskim gardle ogranicza wynik całej produkcji. Dlatego trzeba mierzyć i usuwać straty właśnie tam.
Najczęstsze straty:
- awarie,
- brak materiału,
- brak operatora,
- oczekiwanie na decyzję,
- długie przezbrojenia,
- poprawki,
- braki jakościowe,
- mikroprzestoje,
- praca z obniżoną prędkością.
Tu dobrze łączą się TOC, OEE, TPM i SMED.
3. Podporządkuj inne procesy ograniczeniu
Jeżeli inne stanowiska produkują więcej, niż może przyjąć wąskie gardło, firma buduje zapasy, zajmuje miejsce i zamraża kapitał.
Podporządkowanie oznacza, że pozostałe procesy pracują w rytmie ograniczenia.
W praktyce może to oznaczać:
- zmianę kolejności zleceń,
- ograniczenie nadprodukcji przed wąskim gardłem,
- zabezpieczenie bufora przed ograniczeniem,
- lepsze planowanie materiałów,
- ustalenie jasnych zasad priorytetów,
- kontrolę produkcji w toku.
To często trudne organizacyjnie, bo wymaga odejścia od lokalnego myślenia: „moje stanowisko ma mieć wysoką wydajność”. W TOC ważniejszy jest wynik całego systemu.
4. Podnieś zdolność ograniczenia
Dopiero gdy ograniczenie jest dobrze wykorzystywane, można rozważyć zwiększenie jego zdolności.
Możliwe działania:
- skrócenie przezbrojeń,
- zmiana layoutu,
- dodatkowa zmiana,
- dodatkowy operator,
- lepsze narzędzia,
- automatyzacja czynności pomocniczych,
- outsourcing części operacji,
- inwestycja w nową maszynę,
- przeniesienie części zleceń na alternatywną technologię.
W TOC inwestycja jest uzasadniona wtedy, gdy wcześniejsze działania nie wystarczają i dane pokazują, że ograniczenie nadal blokuje przepływ.
Szkolenie Online
Intro to Lean
![]() Stosowanie zarządzania wizualnego
Stosowanie zarządzania wizualnego
![]() Problemy jako szansa do optymalizacji
Problemy jako szansa do optymalizacji
![]() Identyfikacja marnotrawstwa
Identyfikacja marnotrawstwa
![]() Wdrażanie działań w ramach Kaizen
Wdrażanie działań w ramach Kaizen

Przykłady zastosowania TOC w produkcji
Przykład 1: Zwiększenie przepustowości maszyn
Firma produkująca elementy metalowe zidentyfikowała, że jedna z jej maszyn stanowi główne ograniczenie dla przepustowości całej linii produkcyjnej. Wdrożenie TOC doprowadziło do decyzji o zwiększeniu liczby zmian pracy tej maszyny. Efekt? 30% wzrost przepustowości linii produkcyjnej, co przełożyło się na zwiększenie sprzedaży i marży.
Przykład 2: Poprawa jakości
Producent elektroniki zauważył, że głównym ograniczeniem jest jakość końcowych produktów, co prowadziło do wysokich kosztów serwisu posprzedażowego. Wdrożenie TOC doprowadziło do decyzji o wprowadzeniu nowych technologii kontroli jakości i szkoleniu pracowników. Skutkiem było zmniejszenie ilości produktów niezgodnych z normą o 50%, co doprowadziło do znacznego obniżenia kosztów związanych z serwisem posprzedażowym.

Teoria Ograniczeń (TOC) to potężne narzędzie, które może pomóc organizacjom produkcyjnym w identyfikacji i zarządzaniu ograniczeniami, które hamują ich wydajność i rentowność. Poprzez skoncentrowanie się na najbardziej ograniczających czynnikach, firmy mogą efektywnie alokować swoje zasoby, co prowadzi do zwiększenia przepustowości, poprawy jakości i zwiększenia satysfakcji klientów.
W usprawnianiu produkcji potrzebne są konieczne narzędzia – jednym z przydatnych jest aplikacja ZaPro. To rozwiązanie stworzone na potrzeby i specyfikę branży produkcyjnej, pozwala więc na kontrolę przekroju procesów produkcyjnych.
TOC a Lean Manufacturing – czym się różnią i jak się uzupełniają?
TOC wskazuje, gdzie należy skoncentrować działania usprawniające. Lean Manufacturing dostarcza narzędzi do eliminacji strat w tym miejscu. Te podejścia nie konkurują ze sobą. W praktyce dobrze się uzupełniają.
|
|
|
|||
|---|---|---|---|---|---|
| Główne pytanie | Co ogranicza wynik całego systemu? | Gdzie występuje marnotrawstwo? | |||
| Priorytet | Wąskie gardło i przepustowość | Eliminacja strat i stabilizacja procesów | |||
| Ryzyko bez drugiego podejścia | Można znaleźć ograniczenie, ale nie mieć narzędzi do poprawy | Można usprawniać miejsca, które nie poprawiają wyniku całości | |||
| Przykład narzędzi | 5 kroków TOC, bufor, zarządzanie ograniczeniem | 5S, SMED, VSM, Kanban, standaryzacja | |||
| Najlepsze zastosowanie | Wybór priorytetu usprawnień | Usprawnianie konkretnego procesu |
Przykład: TOC pokazuje, że ograniczeniem jest lakiernia. Lean pomaga skrócić przezbrojenia, poprawić standard przygotowania, ograniczyć oczekiwanie na materiał i zmniejszyć liczbę poprawek jakościowych.
Najczęstsze błędy przy wdrażaniu TOC w produkcji
TOC jest skuteczne, ale tylko wtedy, gdy firma konsekwentnie skupia się na ograniczeniu. Największe błędy wynikają z rozpraszania działań i mylenia lokalnej wydajności z wynikiem całego systemu.
Błąd 1: Usprawnianie wszystkiego naraz
Jeżeli firma próbuje poprawiać wszystkie stanowiska jednocześnie, traci koncentrację. Część działań nie wpływa na przepustowość, więc nie poprawia wyniku produkcji. TOC wymaga wyboru priorytetu.
Błąd 2: Maksymalizacja wykorzystania każdej maszyny
Wysokie wykorzystanie każdej maszyny nie zawsze oznacza dobry wynik. Jeżeli maszyny przed ograniczeniem produkują za dużo, zwiększają zapasy i blokują przestrzeń. W TOC ważniejsza jest przepustowość całego systemu niż lokalna efektywność pojedynczego stanowiska.
Błąd 3: Brak danych o rzeczywistych kolejkach i czasach
Bez danych firma ocenia ograniczenia na podstawie opinii. To ryzykowne, bo najbardziej widoczny problem nie zawsze jest największym ograniczeniem. Warto mierzyć kolejki, czasy oczekiwania, czas cyklu, OEE, przezbrojenia i produkcję w toku.
Błąd 4: Zakup maszyny przed wykorzystaniem obecnych zasobów
Nowa maszyna może być potrzebna, ale powinna być ostatnim krokiem, nie pierwszym. Najpierw trzeba sprawdzić, czy obecne ograniczenie nie traci czasu przez awarie, braki materiału, złą organizację, przezbrojenia albo poprawki. Dopiero potem można uzasadnić inwestycję.
Błąd 5: Brak podporządkowania planu ograniczeniu
Jeżeli planista układa harmonogram bez uwzględnienia wąskiego gardła, produkcja będzie stale walczyć z priorytetami. Plan powinien chronić ograniczenie i zapewniać mu stabilną pracę.
Jak mierzyć efekty wdrożenia TOC?
Efekty TOC należy mierzyć na poziomie całego systemu, nie tylko pojedynczego stanowiska. Celem jest zwiększenie przepustowości, terminowości i rentowności, a nie tylko poprawa lokalnych wskaźników.
Warto mierzyć:
- przepustowość procesu,
- terminowość realizacji zleceń,
- lead time zlecenia,
- produkcję w toku,
- liczbę zleceń oczekujących przed ograniczeniem,
- OEE maszyny krytycznej,
- czas przezbrojeń na ograniczeniu,
- liczbę mikroprzestojów,
- wartość zapasów,
- koszt jednostkowy,
- marżę na zleceniu lub produkcie.
Najważniejsze pytanie brzmi:
Czy po działaniach TOC firma dostarcza więcej gotowych, zgodnych wyrobów w tym samym czasie i przy lepszej kontroli kosztów?
Jeżeli tak, działania wpływają na wynik całego systemu. Jeżeli nie, firma prawdopodobnie usprawnia obszary, które nie są ograniczeniem.
Wnioskowanie z Teorii Ograniczeń w kontekście produkcji
A. Identyfikacja wąskich gardeł
Pierwszym krokiem w procesie zastosowania TOC jest identyfikacja wąskich gardeł w procesie produkcyjnym. W naszym przykładzie, mamy dwie maszyny: A i B. Maszyna A jest w stanie produkować 100 sztuk na godzinę, podczas gdy maszyna B jest w stanie produkować tylko 50 sztuk na godzinę. Tutaj maszyna B jest wąskim gardłem, ograniczeniem, które decyduje o przepustowości całego systemu. Wszelkie próby zwiększenia produkcji na maszynie A nie przyniosą żadnej korzyści dla całkowitej wydajności produkcji, ponieważ to maszyna B decyduje o tempie pracy całego systemu.
B. Usuwanie wąskich gardeł
Po zidentyfikowaniu wąskich gardeł, następnym krokiem jest ich eliminacja lub minimalizacja. W tym celu możemy podjąć różne działania. Możemy zwiększyć efektywność maszyny B poprzez szkolenie pracowników, wprowadzenie lepszych narzędzi lub technologii, lub nawet zakup nowej, wydajniejszej maszyny.

Możliwe jest także zastosowanie strategii równoważenia przepustowości. Oznacza to dopasowanie wydajności maszyny A do wydajności maszyny B, co pozwoli uniknąć niepotrzebnej nadprodukcji i marnotrawstwa zasobów.
C. Wnioski
Zrozumienie i zastosowanie Teorii Ograniczeń w produkcji może przynieść znaczne korzyści dla organizacji. Pomaga ona zidentyfikować i skupić się na kluczowych problemach, które ograniczają wydajność i efektywność. Poprzez eliminację tych ograniczeń, organizacje mogą zwiększyć swoją przepustowość, zmniejszyć marnotrawstwo zasobów i poprawić ogólną wydajność.
FAQ – TOC i wąskie gardła w produkcji
Co to jest TOC?
TOC, czyli Teoria Ograniczeń, to metoda zarządzania, która pomaga znaleźć najważniejsze ograniczenie blokujące wynik całego systemu. W produkcji TOC służy do identyfikacji wąskich gardeł i zwiększania przepustowości procesu.
Jak znaleźć wąskie gardło w produkcji?
Wąskie gardło można znaleźć przez analizę kolejek, czasów oczekiwania, produkcji w toku, OEE, obciążenia stanowisk i przepływu zleceń. Najczęściej jest to miejsce, przed którym stale gromadzi się praca, a za którym proces jest niedociążony.
Jak TOC pomaga zwiększyć wydajność produkcji?
TOC pomaga zwiększyć wydajność produkcji przez koncentrację na ograniczeniu. Najpierw firma maksymalnie wykorzystuje wąskie gardło, potem podporządkowuje mu resztę procesu, a dopiero na końcu zwiększa jego zdolność przez inwestycję, automatyzację lub zmianę organizacji pracy.
Czym różni się TOC od Lean Manufacturing?
TOC wskazuje, gdzie należy skoncentrować działania usprawniające, a Lean dostarcza narzędzi do eliminacji strat w tym miejscu. W praktyce TOC i Lean dobrze się uzupełniają, bo pomagają jednocześnie wybrać właściwy priorytet i skutecznie usprawnić proces.
Dlaczego produkcja się opóźnia mimo dużej liczby pracowników i maszyn?
Produkcja może się opóźniać, jeżeli jedno miejsce ogranicza przepływ całego systemu. Może to być maszyna, stanowisko, kontrola jakości, planowanie, magazyn, brak materiału albo decyzje podejmowane zbyt późno. TOC pomaga znaleźć to ograniczenie i uporządkować działania wokół niego.
Odbierz plik w formacie .Excel — Przykład Balansowania
Aby to zrobić, wypełnij formularz poniżej.
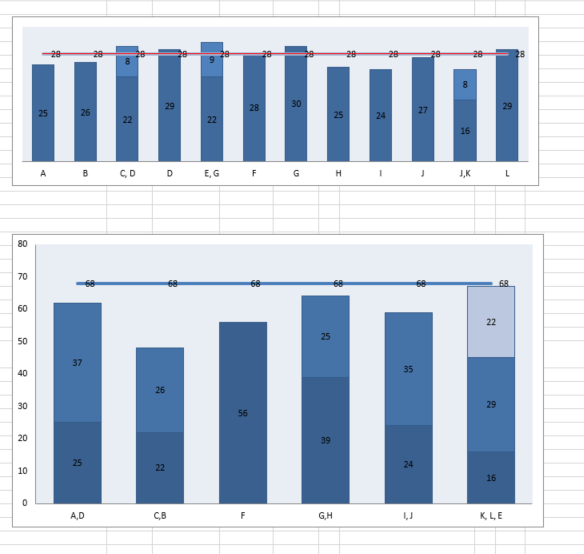
Kliknij obrazek, aby go powiększyć.

Czytaj dalej
Powiązane tematy

Firma zależna od właściciela – 5 powodów, dla których trzeba to zmienić
Czytaj więcej
Więzień własnej firmy? 9 sygnałów, że właściciel utknął w operacjach
Czytaj więcej
Firmy produkcyjne: 10 najważniejszych lekcji po 15 latach na halach
Czytaj więcej
Księgowa w firmie produkcyjnej – 5 błędów, które blokują rozwój finansowy firmy
Czytaj więcej
Redukcja kosztów produkcji w 90 dni – 5 sprawdzonych sposobów
Czytaj więcej
Linia pakowania bez chaosu – 10 kroków do jej usprawnienia
Czytaj więcej
Normowanie produkcji – 7 powodów, przez które firmy się tego boją
Czytaj więcej
Pilne zlecenia w produkcji – dlaczego wprowadzają chaos?
Czytaj więcej
Planowanie produkcji w MŚP – co działa lepiej: ERP, Excel czy doświadczenie ludzi?
Sprzedaż i produkcja – 11 problemów, przez które ten duet nie współpracuje
Czytaj więcej

