JIDOKA – WBUDOWANA JAKOŚĆ
W wielu firmach produkcyjnych nawet 15–25% kosztów operacyjnych wynika bezpośrednio z problemów jakościowych. Poprawki, reklamacje, straty materiałowe, przestoje – to wszystko dzieje się każdego dnia. Często niezauważalnie. Aż do momentu, gdy klient zgłosi problem.
I właśnie tutaj pojawia się Jidoka. To nie jest narzędzie. To sposób myślenia o jakości. To decyzja, że nie akceptujesz błędów w procesie – i nie pozwalasz im iść dalej. Brzmi prosto. W praktyce oznacza ogromną zmianę podejścia do produkcji, ludzi i zarządzania.
Jidoka – wbudowana jakość jako drugi filar systemu Toyoty

Koncepcja Jidoka
Jidoka to drugi – obok Just in Time – filar systemu produkcyjnego Toyoty. Często tłumaczy się ją jako „wbudowana jakość”. Ale to tylko skrót myślowy.
W rzeczywistości Jidoka oznacza coś więcej:
- jakość budowaną od pierwszego kroku procesu,
- natychmiastowe reagowanie na problemy,
- brak zgody na przekazywanie błędów dalej.
To podejście zmienia sposób patrzenia na produkcję. Zamiast: „naprawimy to później” pojawia się: „rozwiązujemy problem tu i teraz”. Jidoka opiera się na prostym założeniu – jeśli w procesie pojawia się problem, należy go zatrzymać i rozwiązać u źródła. Nie maskować. Nie omijać. Nie odkładać.
W praktyce oznacza to:
- eliminację przyczyn błędów, a nie ich skutków,
- skracanie czasu reakcji na problemy,
- budowanie odpowiedzialności za jakość na każdym stanowisku.
I co ważne – Jidoka działa tylko wtedy, gdy obejmuje cały strumień wartości. Od zamówienia, przez produkcję, aż po dostawę (więcej w zakładce VSM). W usprawnianiu produkcji potrzebne są konieczne narzędzia – jednym z przydatnych jest aplikacja ZaPro. To rozwiązanie stworzone na potrzeby i specyfikę branży produkcyjnej, pozwala więc na kontrolę przekroju procesów produkcyjnych.
Jidoka w praktyce – co naprawdę oznacza „wbudowana jakość”?
W wielu firmach jakość nadal jest „na końcu procesu”. Kontrola. Odbiór. Segregacja. Jidoka odwraca ten model. Zamiast kontrolować jakość na końcu, budujesz ją w procesie.
To oznacza:
- operator widzi problem i reaguje,
- maszyna wykrywa błąd i zatrzymuje się,
- system nie pozwala wykonać operacji niezgodnie ze standardem.
Jidoka to sytuacja, w której:
- błędy nie przechodzą dalej,
- problemy są widoczne natychmiast,
- jakość nie jest przypadkiem – tylko efektem systemu.
To ogromna różnica. Bo bez Jidoka firma często działa tak:
- produkuje dużo,
- sprawdza później,
- poprawia na końcu.
A to generuje koszty. I chaos.
Historia Jidoka – od krosna do nowoczesnej produkcji
Początki Jidoka sięgają końca XIX wieku. Sakichi Toyoda – twórca Toyoty – opracował automatyczne krosno tkackie. Jego kluczowa cecha? Maszyna zatrzymywała się sama, gdy nić się zerwała. To był przełom.
Bo wcześniej:
- maszyny pracowały dalej,
- powstawały wadliwe produkty,
- błędy wykrywano dopiero później.
To rozwiązanie stało się fundamentem Jidoka. Maszyna nie tylko pracuje. Ona „myśli” w pewnym sensie – reaguje na problem.
Dziś Jidoka jest rozwinięciem tej idei:
- systemy wykrywają błędy,
- procesy zatrzymują się automatycznie,
- ludzie reagują natychmiast.
I choć technologia się zmieniła, zasada pozostała ta sama: nie dopuszczaj do powstania wadliwego produktu.
Dlaczego firmy boją się Jidoka?
Tu pojawia się ciekawy paradoks. Większość firm rozumie ideę Jidoka. Ale niewiele ją wdraża w pełni. Dlaczego? Bo Jidoka wymaga odwagi.
Zatrzymanie produkcji oznacza:
- opóźnienia,
- presję,
- ryzyko niewyrobienia planu.
Dlatego wiele firm wybiera „łatwiejszą drogę”:
- poprawimy później,
- przepuśćmy to dalej,
- nie zatrzymujmy linii.
Efekt?
- więcej braków,
- więcej poprawek,
- więcej kosztów,
- mniej przewidywalności.
W dłuższej perspektywie brak Jidoka zawsze kosztuje więcej niż zatrzymanie procesu.
Andon i Poka-Yoke – narzędzia wspierające Jidoka
Aby Jidoka działało w praktyce, potrzebne są konkretne mechanizmy. Dwa z najważniejszych to:
Andon – wizualizacja problemów
Andon to system sygnalizacji, który pokazuje stan procesu:
- zielony – wszystko działa,
- żółty – pojawił się problem,
- czerwony – proces zatrzymany.
To proste. I bardzo skuteczne. Dzięki Andon:
- problemy są widoczne od razu,
- liderzy reagują szybciej,
- zespół wie, co się dzieje.
Jidoka bez wizualizacji nie działa. Bo niewidoczny problem to nierozwiązany problem.
Poka-Yoke – zapobieganie błędom
Poka-Yoke to rozwiązania, które uniemożliwiają popełnienie błędu.
Przykłady:
- element pasuje tylko w jednej pozycji,
- czujnik wykrywa brak komponentu,
- system blokuje wykonanie operacji bez spełnienia warunków.
Jidoka w połączeniu z Poka-Yoke daje ogromną przewagę:
- błędy są wykrywane natychmiast,
- wiele z nich w ogóle nie powstaje.
To właśnie tutaj jakość zaczyna być „wbudowana”, a nie „sprawdzana”.
Więcej na temat poka-yoke.
Rozwiązywanie problemów – 5 Why i Ishikawa
Jidoka nie kończy się na wykryciu problemu. To dopiero początek. Kluczowe jest znalezienie przyczyny źródłowej.
5 Why – prostota, która działa
Metoda polega na zadawaniu pytania „dlaczego” aż do dotarcia do źródła. Nie zawsze 5 razy. Czasem 3, czasem 7. Ważne jest jedno: nie zatrzymywać się na objawie. Jidoka wymaga tej konsekwencji.
Diagram Ishikawy – szersze spojrzenie
Gdy problem jest bardziej złożony, wykorzystuje się diagram przyczyn:
- ludzie,
- maszyny,
- metody,
- materiały,
- środowisko.
To narzędzie pozwala zobaczyć, że: problem rzadko ma jedną przyczynę. A Jidoka działa tylko wtedy, gdy rozwiązujesz cały problem – nie jego fragment.
Więcej o diagramach rybich ości.
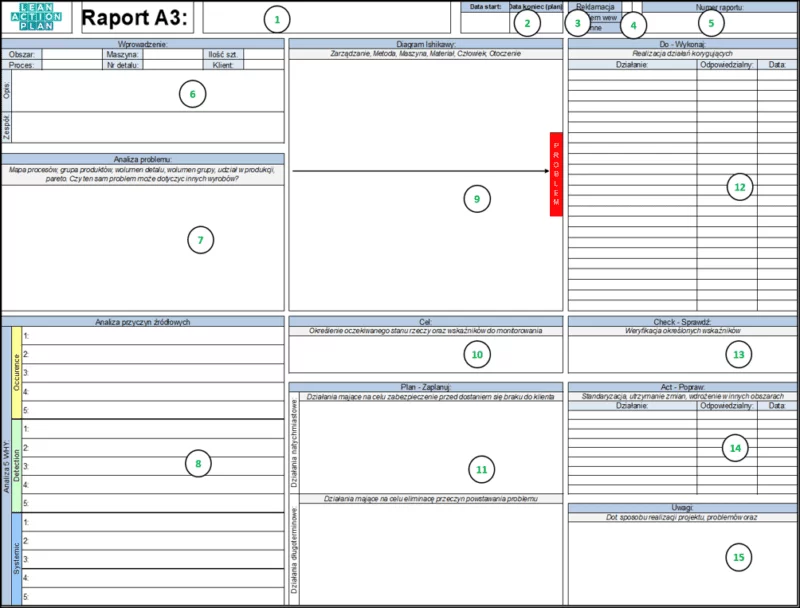
Odbierz przykładowy raport A3, stworzony przez Lean Action Plan wraz z opisem charakterystyki poszczególnych sekcji. Dzięki temu łatwiej odnajdziesz się w tworzeniu lub uzupełnianiu kolejnych raportów.
Aby to zrobić, wypełnij formularz poniżej.
Kliknij obrazek, aby go powiększyć.
Jidoka a redukcja zapasów
To jeden z najbardziej niedocenianych aspektów, a jednocześnie jeden z najbardziej przełomowych w praktyce. W wielu firmach zapasy traktowane są jako „bufor bezpieczeństwa”. Coś, co daje spokój. Co pozwala „jakoś dowieźć produkcję”, nawet jeśli proces nie działa idealnie. Problem w tym, że zapas bardzo często maskuje rzeczywistość.
Jeśli masz duży zapas:
- możesz nadrobić błędy bez ich rozwiązywania,
- możesz nie reagować od razu na problem jakościowy,
- możesz odkładać decyzje i działania „na później”.
W efekcie problem nie znika. On po prostu… nie jest widoczny. Do czasu. Jidoka działa dokładnie odwrotnie. Nie pozwala ukrywać problemów. Wręcz przeciwnie – celowo je ujawnia.
Gdy zaczynasz redukować zapasy:
- nagle widzisz, gdzie proces się zatrzymuje,
- zauważasz, gdzie pojawiają się błędy,
- dostrzegasz miejsca, które wcześniej „działały”, bo były przykryte buforem.
To moment, który dla wielu firm jest trudny. Bo przez chwilę wygląda, jakby było gorzej. W rzeczywistości – po raz pierwszy widzisz prawdę o swoim procesie. I właśnie wtedy Jidoka zaczyna działać naprawdę.
Redukcja zapasów:
- ujawnia problemy zamiast je ukrywać,
- wymusza reakcję tu i teraz,
- stabilizuje proces, bo eliminuje „sztuczne bezpieczeństwo”.
Dlatego Jidoka i niski poziom zapasów zawsze idą razem. Nie da się budować jakości u źródła, jeśli system pozwala ignorować błędy dzięki zapasom.
Jidoka w nowoczesnej produkcji – co się zmieniło?
Jeszcze kilkanaście lat temu Jidoka była w dużej mierze oparta na człowieku. Operator widział problem. Operator reagował. Operator zatrzymywał proces. Dziś sytuacja wygląda inaczej. Technologia bardzo mocno wspiera Jidoka:
- systemy MES zbierają dane w czasie rzeczywistym i pokazują odchylenia,
- maszyny wykrywają błędy i zatrzymują się automatycznie,
- systemy IT blokują wykonanie operacji, jeśli warunki nie są spełnione,
- czujniki i automatyka eliminują wiele błędów jeszcze zanim powstaną.
To ogromny krok naprzód. Dzięki temu Jidoka staje się bardziej precyzyjna, szybsza i mniej zależna od przypadku. Ale mimo tego jednego nie da się zastąpić. Jidoka nadal opiera się na ludziach.
Bo technologia:
- pokaże problem,
- zatrzyma proces,
- zbierze dane.
Ale to człowiek:
- decyduje, co zrobić dalej,
- szuka przyczyny,
- wdraża rozwiązanie,
- buduje standard na przyszłość.
Dlatego firmy, które wdrażają tylko systemy, a nie rozwijają ludzi… bardzo szybko dochodzą do ściany.
Najczęstsze błędy przy wdrażaniu Jidoka
W teorii wszystko wygląda logicznie. W praktyce wiele firm wpada w te same pułapki. Najczęściej problem nie leży w samej koncepcji Jidoka, tylko w sposobie jej wdrożenia.
Z doświadczenia wygląda to tak:
- Traktowanie Jidoka jako narzędzia, a nie systemu
Firma wdraża Andon, kilka procedur i uznaje temat za zamknięty. Tymczasem Jidoka to sposób działania całej organizacji, a nie pojedyncze rozwiązanie. - Brak zgody na zatrzymanie procesu
Największa bariera. Jeśli nie możesz zatrzymać produkcji, Jidoka przestaje istnieć. Problemy są przepychane dalej. - Skupienie na kontroli zamiast zapobieganiu
Więcej kontroli nie oznacza lepszej jakości. Oznacza tylko, że wykrywasz błędy później. - Brak analizy przyczyn źródłowych
Problem jest „załatwiony”, ale jego przyczyna zostaje. I wraca. Często szybciej, niż się spodziewasz. - Brak zaangażowania liderów
Jeśli liderzy nie reagują na problemy, zespół bardzo szybko przestaje je zgłaszać.
Efekt jest zawsze podobny: Jidoka istnieje w dokumentach, ale nie działa w rzeczywistości. A wtedy firma wraca do starego schematu: produkuj – sprawdzaj – poprawiaj.
Jak wdrożyć Jidoka w firmie produkcyjnej?
Największy błąd na starcie? Próba zrobienia wszystkiego naraz. Jidoka nie potrzebuje rewolucji. Potrzebuje konsekwencji.
Dlatego najlepiej zacząć prosto i konkretnie:
- Zdefiniuj, czym jest problem jakościowy
Każdy musi rozumieć to tak samo. Bez interpretacji. - Ustal jasne zasady zatrzymania procesu
Kiedy zatrzymujemy? Kto decyduje? Co robimy dalej? - Wprowadź prostą wizualizację
Nawet najprostszy Andon czy tablica problemów robi ogromną różnicę. - Naucz ludzi reagowania na problemy
Samo zgłoszenie to za mało. Liczy się reakcja i działanie. - Wdroż analizę przyczyn (np. 5 Why)
Bez tego będziesz rozwiązywać objawy, nie problemy.
Dopiero później:
- rozwijasz system,
- dodajesz narzędzia,
- automatyzujesz procesy.
Najważniejsze jest jedno: Jidoka to nie projekt. To sposób pracy. Nie wdraża się jej raz. Buduje się ją każdego dnia – decyzjami, reakcjami i standardami.
Chcesz wprowadzić kulturę ciągłego doskonalenia do swojej firmy, lub rozszerzyć świadomość pracowników? Sprawdź szkolenie ,,Lean Day„. To jednodniowe warsztaty Lean Day pozwalają na głębokie zrozumienie sensu działań Lean w organizacji.
Szkolenie Online
Intro to Lean
![]() Na czym polega Lean i jak go wdrażać?
Na czym polega Lean i jak go wdrażać?
![]() Podstawowe narzędzia Lean
Podstawowe narzędzia Lean
![]() Identyfikacja marnotrawstwa
Identyfikacja marnotrawstwa
![]() Korzyści stosowania Lean
Korzyści stosowania Lean