



SMED, czyli krótsze przezbrajanie maszyn
SMED – Single Minute Exchange of Die – to jedna z najbardziej znanych metod skracania czasu przezbrojenia maszyn. W skrócie: SMED ma jeden cel. Doprowadzić do tego, aby przezbrojenie zajmowało poniżej 10 minut. Brzmi ambitnie? Trochę tak. Ale właśnie dlatego SMED od lat jest fundamentem podejść Lean i jednym z najskuteczniejszych sposobów na zwiększenie elastyczności produkcji.
Twórcą SMED był Shigeo Shingo. W 1969 roku trafił do Toyota Motor Company i postawił sobie cel, który wtedy wydawał się prawie nierealny: skrócić przezbrojenie ogromnej, tonowej prasy z… 4 godzin. Po pół roku pracy z zespołem udało się zejść do 19 minut. A później – po dopracowaniu metod – nawet do 3 minut. Tak narodził się SMED w swojej współczesnej formie.
W SMED czas przezbrojenia liczymy od wyprodukowania ostatniej dobrej sztuki A do pierwszej dobrej sztuki B. To ważne: nie chodzi tylko o zamontowanie narzędzi. Chodzi o pełną gotowość procesu. SMED opiera się na czterech etapach, które prowadzą do radykalnej redukcji czasu przezbrojenia. To narzędzie szczególnie istotne dla firm wdrażających szczupłe zarządzanie – Lean Manufacturing – ale w praktyce SMED przydaje się wszystkim, którzy chcą produkować szybciej, taniej i bardziej elastycznie.
Jak zazwyczaj wyglądają przezbrojenia w firmach?
W wielu firmach rzeczywistość wygląda podobnie. Przezbrojenia trwają… długo. Czasem absurdalnie długo. Co gorsze, wszyscy się do tego po prostu przyzwyczaili.
Typowe problemy, które SMED pomaga rozwiązać:
- akceptowanie długiego czasu przezbrojenia jako „normy”,
- zwiększanie partii produkcyjnych, żeby „opłacało się przezbroić”,
- gromadzenie zapasów i brak elastyczności wobec klientów,
- tylko jedna lub dwie osoby potrafią wykonać przezbrojenie,
- nikt nie mierzy rzeczywistego czasu przezbrojenia – intuicja zastępuje dane,
- bałagan na stanowisku, szukanie narzędzi, brak procedury.
Tu właśnie zaczyna się rola SMED. Metoda pomaga uporządkować pracę i odzyskać kontrolę nad procesem, który wcześniej trwał tyle, „ile trwa”.
Szkolenie Online
SMED – Skrócenie Przezbrojenia
![]() Jak wybrać odpowiedni obszar do przeprowadzenia warsztatów?
Jak wybrać odpowiedni obszar do przeprowadzenia warsztatów?
![]() Jakie elementy będą przydatne do analizy nagrania?
Jakie elementy będą przydatne do analizy nagrania?
![]() Jak klasyfikować i rozdzielać czynności?
Jak klasyfikować i rozdzielać czynności?
![]() Jak wykorzystywać sprawdzone metody do skracania czasu przezbrojenia?
Jak wykorzystywać sprawdzone metody do skracania czasu przezbrojenia?

Po co skracać przezbrojenie
SMED to nie „kolejna modna technika Lean”. To narzędzie, które realnie wpływa na wynik finansowy firmy – często szybciej, niż jakakolwiek inwestycja w maszyny czy oprogramowanie. Skracając przezbrojenia, zaczynasz odzyskiwać czas, który już teraz masz… tylko go nie widać, bo ginie w przestojach, poszukiwaniach i chaosie organizacyjnym.
Krótsze przezbrojenia oznaczają konkretne, powtarzalne korzyści:
1. Większa elastyczność
W świecie, w którym klienci chcą „tu i teraz”, elastyczność to waluta. SMED pozwala zejść z czasu reakcji z dni na godziny, a czasem nawet na minuty.
Dzięki krótszym przezbrojeniom możesz:
- realizować mniejsze partie bez strachu o koszty,
- szybciej zmieniać asortyment,
- odpowiadać na sezonowość i niestandardowe zamówienia,
- nie zamrażać gotówki w zapasach, które później zalegają na magazynie.
Zamiast produkować „na magazyn”, zaczynasz produkować „na potrzebę klienta”.
2. Szybsze dostawy
Mniejsza partia to krótszy cykl produkcyjny. SMED sprawia, że przepływ się wygładza, lead time maleje, a klient dostaje to, co zamówił – szybciej niż konkurencja jest w stanie mu to zaoferować. Firmy po wdrożeniu SMED często zauważają, że:
- zamówienia przestają się „korkować”,
- priorytety są łatwiejsze do obsłużenia,
- trudne zlecenia przestają wywracać cały harmonogram.
To przewaga, której klienci nie zapominają.
3. Lepsza jakość
Dobre przezbrojenie to nie tylko kwestia czasu, ale także dokładności. SMED redukuje liczbę odrzutów i błędów, ponieważ:
- operator pracuje według prostych, jasnych kroków,
- unika chaosu i pośpiechu,
- rzadziej pomija kluczowe ustawienia,
- maszyna szybciej wraca do stabilnych parametrów.
Efekt? Mniej próbnych serii, mniej poprawek, mniej strat. Jakość rośnie sama – jako naturalny skutek uporządkowanej pracy.
4. Większa dostępność maszyn
Przestój jest jednym z najdroższych „kosztów ukrytych” produkcji. Maszyna, która stoi, nie zarabia. Ba – ona wciąż generuje koszty: energii, amortyzacji, obsługi, wynagrodzeń operatora. SMED składa ten ukryty koszt na pół – albo i bardziej.
Nawet skrócenie przezbrojenia o 10 minut, robiąc je kilka razy dziennie, daje:
- dodatkowe godziny produkcji tygodniowo,
- dodatkowe dni produkcji miesięcznie,
- dodatkowe tygodnie produkcji rocznie.
To czas, którego firma nie musi „kupować” inwestycjami. Ten czas już tam jest. Trzeba go tylko odzyskać.
5. Bezpieczeństwo i prostota pracy
Przezbrojenia pełne szukania narzędzi, improwizacji i pracy „pod presją” to prosta droga do wypadku. SMED upraszcza procedury, układa stanowisko i usuwa zbędne ruchy.
Dzięki temu:
- operatorzy pracują spokojniej,
- zmniejsza się ryzyko urazów,
- praca jest mniej męcząca fizycznie i psychicznie,
- atmosfera na hali jest dużo bardziej stabilna.
SMED to sposób na lepszą ergonomię – i większe poczucie kontroli pracownika.
6. Mniejsze zapasy i więcej miejsca
Duże przezbrojenia = duże partie. Duże partie = duże zapasy. A duże zapasy… kosztują. I zajmują miejsce, którego mogłoby użyć kolejne stanowisko, wózek lub zespół.
SMED pozwala produkować w małych partiach, więc zapas:
- maleje,
- szybciej się obraca,
- nie starzeje się,
- nie zajmuje cennej przestrzeni magazynowej.
To, co kiedyś było „zapchanym magazynem”, staje się uporządkowaną halą gotową na rozwój.
SMED to czysta oszczędność
Czasem skrócenie przezbrojenia o 20–30 minut dziennie daje… kilka miesięcy dodatkowej dostępności maszyny w skali roku. A to już nie jest „optymalizacja”. To konkretna przewaga konkurencyjna, która przekłada się na realne pieniądze.
SMED – fundament zmiany myślenia
SMED to narzędzie, ale tak naprawdę zaczyna się od głowy. Najważniejsze? Uświadomić sobie, że zawsze istnieje lepszy sposób. Organizacje, które wdrażają SMED, bardzo szybko widzą, że nawet najbardziej „uświęcony tradycją” proces można skrócić o 20, 40, a czasem nawet 70%. Kluczowe jest podejście: nie poprawiamy raz. SMED to cykliczne doskonalenie. Każde kolejne przezbrojenie może być szybsze niż poprzednie.
Etap 0 – Rejestracja operacji przezbrojenia
Pierwszy krok SMED jest zaskakująco prosty: nagraj przezbrojenie kamerą. Video nie kłamie. Pokazuje wszystko, czego operator już nie widzi – bo robi to latami, „na pamięć”.
Analiza nagrania to:
- lista wszystkich czynności,
- czasy trwania operacji,
- identyfikacja marnotrawstwa,
- momenty, w których praca się zatrzymuje.
Ten etap SMED bywa odkryciem. Nagle okazuje się, że ogrom czasu tracimy nie na przezbrojeniu… tylko na szukaniu.
Etap 1 – Rozdzielenie czynności zewnętrznych, wewnętrznych i zbędnych
To jeden z fundamentów SMED.
Czynności zewnętrzne
Można je wykonać przy włączonej maszynie.
Przykłady:
– przyniesienie narzędzi,
– przygotowanie elementów,
– nagrzanie formy.
Czynności wewnętrzne
Wymagają zatrzymania maszyny.
Przykłady:
– wymiana narzędzi,
– ustawienie pozycji,
– kalibracja.
Czynności zbędne
To wszystko, czego nie powinno być w procesie.
Przykłady:
– szukanie narzędzi,
– bieganie po magazyn,
– bałagan w dokumentach.
SMED skupia się na tym, by jak najwięcej czynności wewnętrznych stało się zewnętrznymi, a zbędne – zniknęły na zawsze.
Etap 2 – Przekształcenie operacji wewnętrznych w zewnętrzne
To najbardziej techniczny, ale też najbardziej efektowny etap SMED. Tutaj zaczyna się magia.
Najczęściej stosowane techniki:
- wcześniejsze przygotowanie temperatur, ciśnień, ustawień,
- eliminacja konieczności pozycjonowania narzędzi (prowadnice, stożki, piny ustalające),
- dedykowane schowki przy maszynie – koniec biegania po narzędzia.
Firmy, które wdrażają SMED konsekwentnie, często odkrywają, że nawet połowa operacji nie musi wymagać zatrzymania maszyny.
Etap 3 – Usprawnienie operacji
To etap, w którym zaczynasz „wyciskać” z SMED pełnię możliwości. Nie chodzi już tylko o reorganizację pracy, ale o inżynierskie usprawnienia:
- szybkozłączki zamiast śrub,
- zaciski zamiast kluczy,
- elektronarzędzia zamiast narzędzi ręcznych,
- stoły narzędziowe i szuflady cieniowe,
- przechowywanie narzędzi przy maszynie, nie „gdzieś tam”,
- projektowanie narzędzi łatwych do wymiany.
Na tym etapie SMED zaczyna działać na poziomie systemowym. To już nie kosmetyka, ale realna zmiana sposobu organizacji pracy.
Odbierz arkusz do spisywania czynności w Excelu!
Aby to zrobić, wypełnij formularz poniżej.
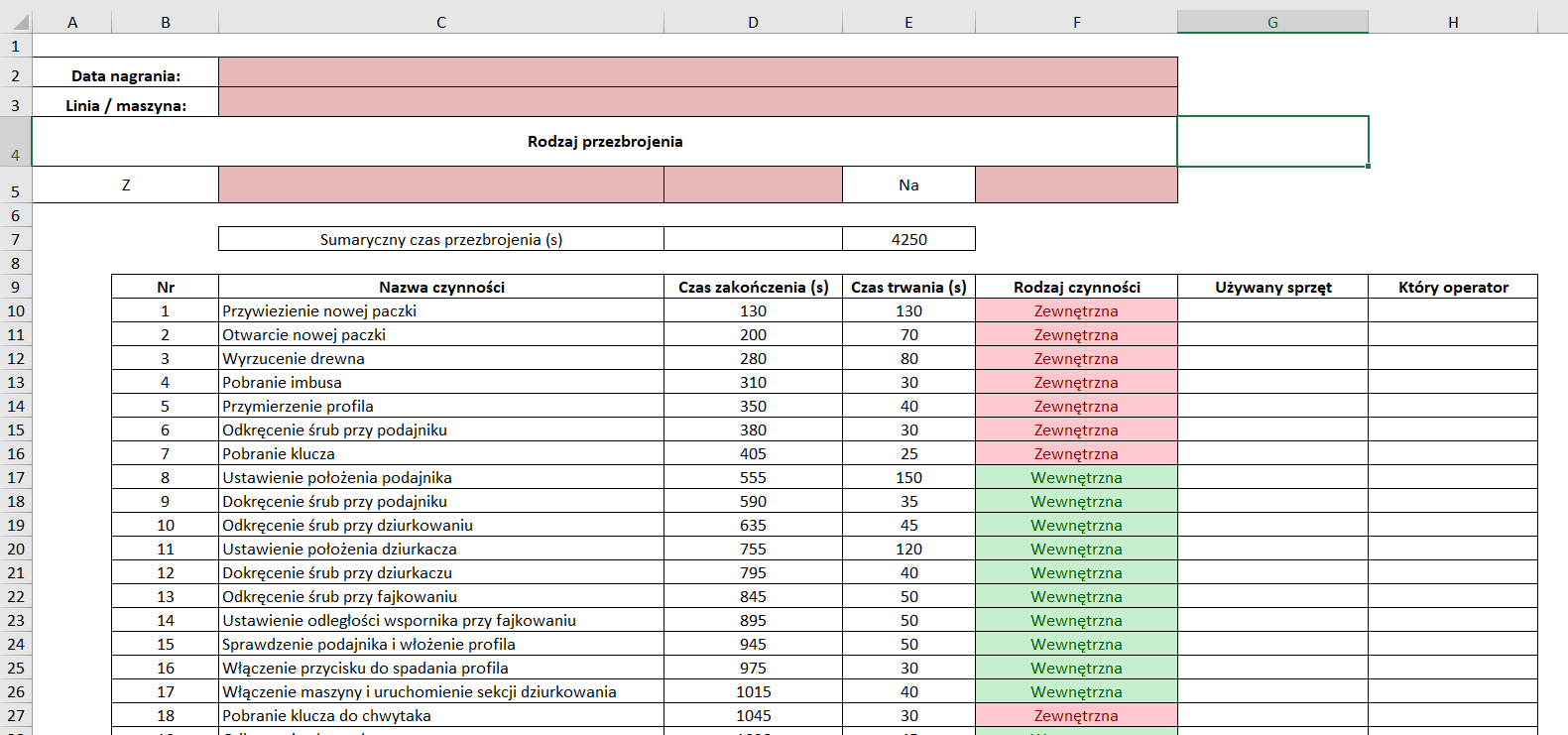
Kliknij obrazek, aby go powiększyć.


