



Planowanie produkcji – 4 kluczowe obszary, które decydują o wyniku firmy
W wielu firmach produkcyjnych nawet 20–40% czasu pracy idzie na gaszenie problemów, a nie na realną produkcję. Opóźnienia, nadgodziny, napięcie między działami. To codzienność. I bardzo często pada wtedy jedno zdanie: „mamy problem z planowaniem produkcji”. Tylko że za tym zdaniem stoi coś więcej – chaos, brak danych i decyzje podejmowane pod presją. I właśnie dlatego planowanie produkcji nie jest tylko narzędziem. To fundament, który decyduje o tym, czy firma zarabia, czy tylko się kręci.
Ten artykuł porządkuje temat. Pokazuje, czym naprawdę jest planowanie produkcji, gdzie firmy popełniają błędy i jak zbudować system, który działa – a nie tylko wygląda dobrze w Excelu.
Spis treści:
- Dlaczego planowanie produkcji jest „problematyczne”?
- 4 obszary, które decydują o skutecznym planowaniu produkcji
- Sprzedaż – punkt startowy planowania produkcji
- Technologia – czyli jak naprawdę powstaje produkt
- Dostępność – realne możliwości produkcji
- Materiały – najczęstszy powód, dla którego plan nie działa
- Jak połączyć 4 obszary w jeden system?
- Najczęstsze błędy w planowaniu produkcji
- Od czego zacząć poprawę planowania produkcji?
Dlaczego planowanie produkcji jest „problematyczne”?
Właściciele i kierownicy bardzo często mówią: „problemem jest planowanie produkcji”. I rzeczywiście – coś tu nie działa. Ale w praktyce planowanie produkcji rzadko jest źródłem problemu. Zazwyczaj jest miejscem, w którym widać wszystkie wcześniejsze błędy: złe dane, brak komunikacji, niespójne procesy. Dlatego warto jasno powiedzieć: planowanie produkcji jest efektem, a nie przyczyną. Jeśli dane wejściowe są słabe, plan się rozsypie. Jeśli działy działają osobno – plan przestaje być realny. Jeśli magazyn pokazuje coś innego niż rzeczywistość – plan staje się fikcją.
Najczęściej za problemem stoją te same rzeczy:
- brak spójnych danych,
- niespójna komunikacja między działami,
- brak standardów technologicznych,
- błędne stany magazynowe,
- niedoszacowana dostępność ludzi i maszyn.
Każdy z tych elementów osobno utrudnia planowanie produkcji. Razem powodują chaos. I wtedy plan przestaje być narzędziem, a zaczyna być tylko „listą życzeń”.
Przykład z produkcji
Firma montażowa. Produkt: ok. 100 elementów, 4 godziny pracy. Zamówienia znane miesiąc do przodu, wysyłki planowane tydzień wcześniej. Na papierze – idealne warunki do planowania produkcji. W rzeczywistości: opóźnienia, chaos na hali, ciągłe zmiany planu.
Diagnoza była prosta: brak dostępności komponentów i błędne stany magazynowe. Nie zawiódł plan. Zawiódł jeden z jego filarów.
To dobrze pokazuje, gdzie leży problem. Planowanie produkcji nie jest trudne samo w sobie. Jest trudne, bo bezlitośnie pokazuje, czy firma ma poukładane fundamenty.
4 obszary, które decydują o skutecznym planowaniu produkcji
Skuteczne planowanie produkcji opiera się na czterech obszarach:
- sprzedaż,
- technologia,
- dostępność,
- materiały.
Brzmi prosto. I w teorii takie właśnie jest. Każdy z tych elementów jest logiczny, zrozumiały i obecny w każdej firmie produkcyjnej. Problem zaczyna się dopiero wtedy, gdy spojrzymy na to, jak te obszary działają w praktyce. W większości organizacji każdy z nich funkcjonuje osobno. Sprzedaż zbiera zamówienia i pracuje na swoich danych. Technologia przygotowuje procesy, często bazując na nieaktualnych założeniach. Produkcja działa „na wyczucie”, opierając się na doświadczeniu kierownika. Magazyn z kolei zarządza stanami, które nie zawsze odzwierciedlają rzeczywistość.
I teraz najważniejsza rzecz: planowanie produkcji nie dzieje się w żadnym z tych obszarów osobno. Ono powstaje na ich styku. Jeżeli choć jeden z tych elementów nie działa poprawnie, cały proces zaczyna się chwiać. Sprzedaż poda zły termin – plan się przesuwa. Technologia nie uwzględni rzeczywistych czasów – plan przestaje być wykonalny. Dostępność ludzi lub maszyn zostanie przeszacowana – plan się nie zamyka. Materiały nie będą dostępne – plan w ogóle nie ruszy.
Dlatego planowanie produkcji działa tylko wtedy, gdy te cztery obszary są połączone w jeden spójny system. Nie chodzi o to, żeby każdy z nich był „dobry”. Chodzi o to, żeby:
- pracowały na tych samych danych,
- miały wspólne założenia,
- komunikowały się w uporządkowany sposób,
- i były aktualizowane na bieżąco.
Dopiero wtedy plan przestaje być teorią, a zaczyna być realnym narzędziem zarządzania.
Odbierz poradnik procesu planowania. Zapisz się, aby otrzymać całość.
Aby to zrobić, wypełnij formularz poniżej.
Sprzedaż – punkt startowy planowania produkcji
Bez sprzedaży nie ma planu. To pierwszy i najważniejszy element, od którego zaczyna się planowanie produkcji.
Co musi dostarczyć sprzedaż
Sprzedaż powinna dostarczać jedno konkretne i uporządkowane wyjście: listę zamówień do realizacji. To jest moment, w którym kończy się sprzedaż, a zaczyna planowanie produkcji. Każde zamówienie musi zawierać komplet informacji:
- produkt i jego specyfikację,
- ilość,
- termin realizacji,
- dane klienta.
To wydaje się oczywiste, ale w praktyce właśnie tutaj pojawia się najwięcej błędów. Brakuje szczegółów, terminy są zmieniane „w locie”, a specyfikacje nie są doprecyzowane. Każda taka luka powoduje, że planowanie produkcji traci swoją wiarygodność.
Warto to jasno powiedzieć: jeżeli dane ze sprzedaży są niepełne, to plan nie ma szans być poprawny. Produkcja zaczyna wtedy działać reaktywnie, a plan przestaje być narzędziem zarządzania, a staje się tylko orientacyjną listą zleceń.
3 modele produkcji a planowanie produkcji
Sposób, w jaki sprzedaż wpływa na planowanie produkcji, zależy od modelu produkcyjnego firmy. W praktyce można wyróżnić trzy główne podejścia.
1. Produkcja pod zamówienie (make to order)
W tym modelu produkcja rozpoczyna się dopiero po złożeniu zamówienia przez klienta. Każde zlecenie może być inne, często pojawiają się zmiany i warianty produktów.
Charakterystyka:
- produkcja startuje po zamówieniu,
- duża zmienność,
- wysokie wymagania co do danych.
W takim środowisku planowanie produkcji jest bezpośrednio uzależnione od jakości pracy sprzedaży. Każdy błąd – brak informacji, zły termin, niedoprecyzowana specyfikacja – natychmiast trafia na halę i powoduje problemy.
Kluczowy wniosek jest prosty: sprzedaż musi być precyzyjna, bo to ona uruchamia cały proces.
2. Produkcja na magazyn (make to stock)
W tym przypadku produkcja nie czeka na konkretne zamówienie. Produkty są wytwarzane wcześniej i trafiają na magazyn, a sprzedaż realizowana jest z dostępnych zapasów.
Charakterystyka:
- produkcja oparta na prognozach,
- sprzedaż realizowana z magazynu.
Tutaj planowanie produkcji opiera się głównie na danych historycznych. Kluczowe znaczenie mają:
- sezonowość,
- trendy sprzedaży,
- poziomy zapasów.
Jeżeli prognozy są błędne, firma albo produkuje za dużo i zamraża kapitał, albo za mało i traci sprzedaż. Dlatego w tym modelu sprzedaż musi dostarczać rzetelnych analiz, a nie tylko bieżących zamówień.
3. Produkcja mieszana
To model łączący dwa poprzednie podejścia. Firma realizuje zarówno zamówienia klientów, jak i produkuje na magazyn, często w oparciu o długoterminowe kontrakty.
Charakterystyka:
- połączenie zamówień i prognoz,
- często kontrakty długoterminowe.
W tym przypadku planowanie produkcji bazuje na kilku źródłach jednocześnie:
- forecastach,
- stanach magazynowych,
- bieżących zamówieniach.
To najbardziej wymagający model, bo wymaga ciągłego balansowania między elastycznością a stabilnością produkcji. Sprzedaż musi tu działać bardzo świadomie – nie tylko przyjmować zamówienia, ale również dostarczać wiarygodne prognozy i aktualizować je w czasie.
Baza zamówień – fundament planowania
Dobrze zbudowana baza zamówień to fundament, na którym opiera się planowanie produkcji. Jeśli działa poprawnie, eliminuje chaos, przyspiesza decyzje i pozwala utrzymać stabilny plan.
W praktyce jednak w wielu firmach dane są rozproszone – Excel, maile, telefony. Każdy pracuje na innej wersji informacji. W efekcie trzeba ciągle coś sprawdzać, doprecyzowywać i korygować. I właśnie wtedy planowanie produkcji przestaje być systemem, a zaczyna być bieżącym „ogarnianiem”.
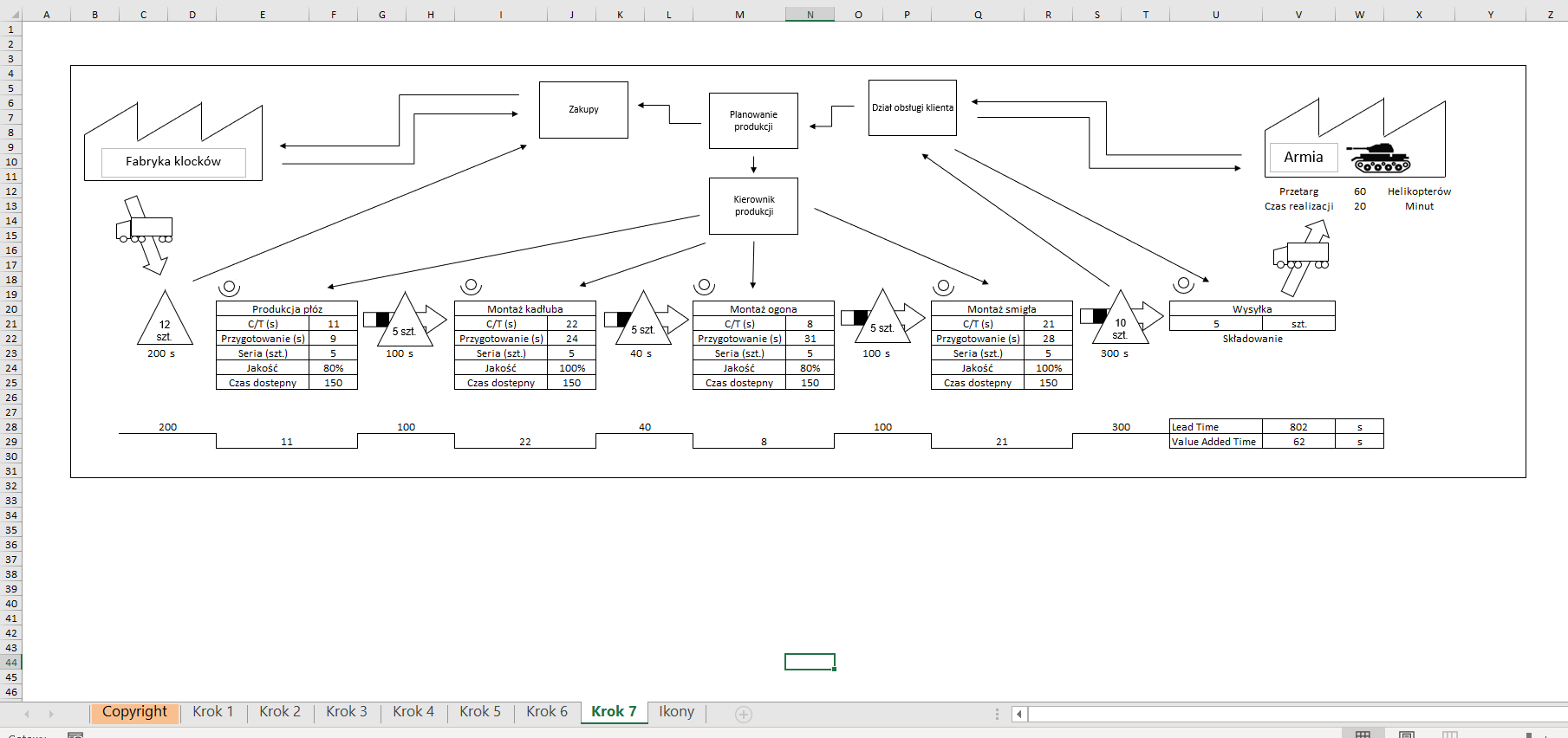
Przykładowy schemat obszaru sprzedaży w planowaniu produkcji:

Technologia – czyli jak naprawdę powstaje produkt?
Drugi obszar to technologia. To ona mówi: jak wykonać produkt. Bez niej planowanie produkcji to zgadywanie.
Marszruta technologiczna
Marszruta technologiczna to uporządkowany przebieg operacji, który prowadzi do wytworzenia produktu. To swoista mapa procesu produkcyjnego. Określa:
- jakie kroki trzeba wykonać,
- w jakiej kolejności powinny się odbywać,
- na jakich maszynach lub stanowiskach są realizowane.
Dzięki temu planowanie produkcji nie polega na zgadywaniu kolejności prac, tylko na odzwierciedleniu rzeczywistego przebiegu procesu. Bez marszruty trudno mówić o powtarzalności i przewidywalności produkcji.
Kluczowe elementy technologii
- Operacje technologiczne
To lista wszystkich czynności, które trzeba wykonać, aby powstał produkt. Każda operacja powinna być jasno opisana i przypisana do konkretnego stanowiska lub maszyny.
- lista czynności,
- przypisanie do maszyn lub gniazd produkcyjnych.
Bez tego trudno określić, gdzie faktycznie powstaje obciążenie i jak rozkłada się praca w procesie.
- Czasy operacyjne
To jeden z najważniejszych elementów, jeśli chodzi o planowanie produkcji. Pozwalają przełożyć proces technologiczny na konkretne liczby.
Obejmują:
- czas cyklu,
- czas przezbrojenia,
- czas przygotowawczy.
To absolutna podstawa. Bez wiarygodnych czasów planowanie produkcji nie ma sensu liczbowego. Plan może wyglądać dobrze, ale nie będzie wykonalny w rzeczywistości.
- Karta technologiczna
Karta technologiczna to bardziej szczegółowy opis procesu. Zawiera wszystkie kluczowe informacje potrzebne do wykonania operacji.
Najczęściej obejmuje:
- parametry technologiczne,
- materiały,
- czasy operacji.
Dzięki niej produkcja ma jasne wytyczne, a planowanie produkcji opiera się na spójnych danych, a nie na interpretacji pracowników.
Gdzie firmy tracą kontrolę?
W wielu firmach obszar technologii wygląda dobrze tylko na pierwszy rzut oka. W dokumentacji wszystko się zgadza, ale rzeczywistość produkcyjna jest inna.
Najczęstsze problemy to:
- brak aktualnych czasów operacyjnych,
- szacowanie produkcji „na oko”,
- brak standaryzacji procesów.
Efekt jest powtarzalny. Planowanie produkcji wygląda poprawnie na papierze, ale nie działa w praktyce. Zlecenia się przesuwają, czasy się nie zgadzają, a plan traci wiarygodność.
Dostępność – realne możliwości produkcji
Trzeci obszar to dostępność. Czyli odpowiedź na pytanie: ile naprawdę możemy zrobić? I tu zaczynają się problemy.
Maszyny – teoria vs rzeczywistość
W teorii dostępność maszyn jest prosta do policzenia. Jedna maszyna pracująca na jedną zmianę daje określoną liczbę godzin.
- 1 maszyna,
- 8 godzin pracy.

W praktyce ten czas nigdy nie jest w pełni dostępny. Pojawiają się czynniki, które ograniczają realną produkcję:
- przerwy,
- przezbrojenia,
- awarie.
To powoduje, że faktyczna dostępność jest niższa niż ta „na papierze”. Jeśli tego nie uwzględnimy, planowanie produkcji zaczyna się rozjeżdżać już na starcie. Plan wygląda poprawnie, ale nie ma szans zostać zrealizowany. Dlatego kluczowe jest, aby liczyć dostępność w sposób realistyczny. Lepiej przyjąć mniej i dowieźć plan, niż planować więcej i ciągle go korygować.
Ludzie – niedoceniany element
Drugi element dostępności to ludzie. I bardzo często jest on niedoszacowany. Maszyna bez operatora nie produkuje. Nawet jeśli fizycznie jest dostępna, to w praktyce pozostaje niewykorzystana. Dlatego planowanie produkcji musi uwzględniać nie tylko maszyny, ale również kompetencje pracowników.
Pomagają w tym dwa podstawowe narzędzia:
- kalendarze pracy,
- matryce kompetencji.
Dzięki nim wiadomo, kto jest dostępny, na jakiej zmianie i jakie operacje może wykonywać.
Przykład jest bardzo typowy. Operator lasera idzie na urlop. Zastępuje go pracownik z innego działu, który ma odpowiednie umiejętności. Laser dalej pracuje, więc na pierwszy rzut oka wszystko się zgadza. Problem pojawia się w innym miejscu – proces, z którego ten pracownik został zabrany, traci swoją dostępność.
W efekcie planowanie produkcji musi zostać zmienione, bo przesunięcie jednego zasobu wpływa na cały system.
Capacity – serce planowania produkcji
Dopiero połączenie trzech obszarów:
- sprzedaży,
- technologii,
- dostępności
pozwala przejść do realnej analizy zdolności produkcyjnych, czyli tzw. capacity. To właśnie ona pokazuje, jak wygląda obciążenie produkcji w odniesieniu do dostępnych zasobów. Dzięki niej można zobaczyć:
- gdzie pojawiają się wąskie gardła,
- gdzie mamy zapas mocy produkcyjnych,
- gdzie potrzebne są zmiany lub inwestycje.
Bez tej analizy planowanie produkcji jest tylko listą zleceń, a nie narzędziem do podejmowania decyzji. Dopiero capacity pozwala przełożyć zamówienia na realne możliwości wykonania i świadomie zarządzać produkcją.
Materiały – najczęstszy powód, dla którego plan nie działa
Czwarty obszar najbardziej niedoceniany i jednocześnie najczęstsza przyczyna problemów.
BOM – punkt wyjścia
Podstawą pracy na materiałach jest BOM, czyli Bill of Materials. To zestawienie wszystkich elementów potrzebnych do wytworzenia produktu.
Określa:
- co jest potrzebne,
- w jakiej ilości,
- do jakiego produktu.
Bez BOM-u planowanie produkcji nie ma solidnych podstaw. Nie wiadomo, jakie materiały są potrzebne, kiedy powinny być dostępne i jak ich brak wpłynie na realizację zlecenia.
Co trzeba uwzględnić?
Sam BOM to za mało. Żeby planowanie produkcji było realne, trzeba uwzględnić kilka dodatkowych elementów:
- aktualne stany magazynowe,
- czasy dostaw,
- minimalne partie zamówień,
- zapasy bezpieczeństwa.
Każdy z tych czynników wpływa na dostępność materiałów w czasie. Nawet jeśli materiał jest zamówiony, ale dotrze za późno, plan przestaje być wykonalny.
Przykład
W wielu procesach produkcyjnych uruchomienie pracy wymaga spełnienia określonych warunków. Przykładowo, aby rozpocząć cięcie, trzeba załadować pełną wiązkę materiału. Jeżeli nie ma kompletnej partii, proces nie rusza. Nie ma materiału – nie ma produkcji. W takiej sytuacji planowanie produkcji zatrzymuje się w praktyce, mimo że na papierze wszystko wygląda poprawnie.
Zapasy – balans między ryzykiem a kosztem
Zapasy pełnią podwójną rolę. Z jednej strony zapewniają ciągłość produkcji i chronią przed nieprzewidzianymi sytuacjami. Z drugiej – generują koszty i zamrażają kapitał.
W wielu firmach produkcyjnych magazyn stanowi bardzo dużą część majątku. Często jest to nawet ponad 50% aktywów. To pokazuje skalę wpływu tego obszaru na funkcjonowanie całej organizacji.
Dlatego planowanie produkcji musi być ściśle powiązane z zarządzaniem materiałami i magazynem. Zbyt małe zapasy powodują przestoje. Zbyt duże – blokują pieniądze i przestrzeń. Kluczem jest znalezienie równowagi, która pozwala utrzymać ciągłość produkcji bez nadmiernych kosztów.
Szkolenie Online
Kierownik Produkcji – na drodze do doskonałości

Jak połączyć 4 obszary w jeden system?
Każdy z tych obszarów osobno może działać dobrze. Sprzedaż zbiera zamówienia, technologia opisuje procesy, produkcja realizuje zlecenia, a magazyn zarządza materiałami. Problem pojawia się wtedy, gdy te elementy nie są ze sobą powiązane. Bo planowanie produkcji działa tylko wtedy, gdy te cztery obszary tworzą jeden spójny system. Nie wystarczy, że każdy z nich „robi swoje”. Muszą pracować na tych samych danych i według tych samych zasad.
W praktyce oznacza to kilka konkretnych rzeczy:
- jedna baza danych – wszystkie informacje o zamówieniach, produktach i materiałach w jednym miejscu,
- spójne oznaczenia – te same nazwy, indeksy i numery w całej firmie,
- aktualne informacje – dane, które odzwierciedlają rzeczywistość, a nie stan sprzed kilku dni,
- jeden „język” w firmie – wspólne rozumienie procesów i pojęć między działami.
Dopiero wtedy planowanie produkcji przestaje być zlepkiem informacji, a zaczyna być narzędziem do zarządzania. Plan staje się czytelny, przewidywalny i możliwy do realizacji. Bez tego połączenia każdy dział optymalizuje swój fragment, ale całość nie działa. I to właśnie widać później w planie.
Najczęstsze błędy w planowaniu produkcji
Z doświadczenia firm produkcyjnych widać, że problemy z planowaniem produkcji bardzo rzadko wynikają z jednego dużego błędu. Najczęściej to suma drobnych niedociągnięć, które z czasem zaczynają się kumulować.
Najczęstsze z nich to:
- planowanie „w głowie kierownika”,
- brak aktualnych danych,
- rozproszone informacje,
- brak standardów,
- nadmierne poleganie na narzędziu (ERP, Excel).
Na początku takie podejście może działać. Szczególnie w mniejszych firmach, gdzie skala produkcji jest ograniczona. Problem pojawia się wraz ze wzrostem – gdy rośnie liczba zamówień, produktów i zależności między procesami. Wtedy okazuje się, że planowanie produkcji działa tylko wtedy, gdy ktoś cały czas nad nim czuwa. Wystarczy jego brak, żeby plan się rozsypał. To sygnał, że system nie jest poukładany, a wiedza o produkcji znajduje się w głowach ludzi, a nie w procesach i danych. I właśnie dlatego eliminowanie tych błędów nie polega na wdrożeniu kolejnego narzędzia. Polega na uporządkowaniu podstaw, na których opiera się całe planowanie produkcji.
Od czego zacząć poprawę planowania produkcji?
Większość firm zaczyna od narzędzi. Nowy Excel, nowy system, nowe raporty. To naturalny odruch. Ale w praktyce rzadko działa. Poprawę planowania produkcji warto zacząć od podstaw. Nie od systemu. Nie od Excela. Od uporządkowania tego, co już w firmie istnieje.
Nawet najlepsze narzędzie nie naprawi złych danych, niespójnych procesów i braku standardów. W takiej sytuacji system tylko przyspiesza chaos. Dlatego pierwszym krokiem nie jest wdrożenie technologii, tylko uporządkowanie fundamentów, na których opiera się planowanie produkcji.
4 pierwsze kroki
Pierwsze działania powinny być konkretne i możliwe do wdrożenia od razu. Nie wymagają dużych inwestycji, ale wymagają konsekwencji.
- uporządkowanie sprzedaży, czyli zebranie wszystkich zamówień w jednym miejscu i dopilnowanie, żeby były kompletne i aktualne. Bez tego planowanie produkcji zawsze będzie opierać się na niepewnych danych.
- aktualizacja technologii, czyli weryfikacja marszrut, operacji i czasów. Jeśli czasy są nieaktualne, plan nigdy nie będzie realny, niezależnie od tego, jak dobrze zostanie policzony.
- policzenie dostępności, czyli określenie, ile faktycznie mamy czasu produkcyjnego, uwzględniając przerwy, przezbrojenia i realną dostępność ludzi. To moment, w którym teoria spotyka się z rzeczywistością.
- weryfikacja stanów magazynowych, czyli sprawdzenie, czy to, co widzimy w systemie, zgadza się z tym, co jest na hali. Bez tego planowanie produkcji może wyglądać dobrze, ale nie będzie możliwe do realizacji.
Dopiero po wykonaniu tych kroków pojawia się miejsce na narzędzia. Wtedy system, Excel czy ERP zaczynają wspierać proces, a nie go komplikować.
Więcej treści:

Czytaj dalej
Powiązane tematy
Produkcja pod zamówienie – 6 obszarów, w których firma traci czas i marżę
Czytaj więcej
Jak firma Plinth zwiększyła wydajność szwalni o 40%? 5 lekcji z wdrożenia
Czytaj więcej
Firma zależna od właściciela – 5 powodów, dla których trzeba to zmienić
Czytaj więcej
Więzień własnej firmy? 9 sygnałów, że właściciel utknął w operacjach
Czytaj więcej
Firmy produkcyjne: 10 najważniejszych lekcji po 15 latach na halach
Czytaj więcej
Księgowa w firmie produkcyjnej – 5 błędów, które blokują rozwój finansowy firmy
Czytaj więcej
Redukcja kosztów produkcji w 90 dni – 5 sprawdzonych sposobów
Czytaj więcej
Linia pakowania bez chaosu – 10 kroków do jej usprawnienia
Czytaj więcej
Normowanie produkcji – 7 powodów, przez które firmy się tego boją
Czytaj więcej
Pilne zlecenia w produkcji – dlaczego wprowadzają chaos?
Czytaj więcej

